















































Konačni Vodič kroz CNC Tornejske Odjemale Ploča0
U ovom Konačnom Vodiču za Cnc rotirajući štamparski štiklo , s radošću dijelim svoje uvide i stručnjakstvo o ovom ključnom stroju. Bilo da ste novi u svijetu CNC obrade ili tražite poboljšanje trenutnih procesa, ovaj vodić će vas opremiti s cjelovitim znanjem o najboljim praksama, tehnikama optimizacije i programskim strategijama. Od osnovnih načela rada do savjeta za maksimaliziranje učinkovitosti, cilj mi je pružiti cjelovito razumijevanje koje će vam pomoći donijeti obrazbavana odluka. Pridružite mi se dok istražujemo značajke, prednosti i najbolje prakse za učinkovito korištenje CNC turret punch press-a.
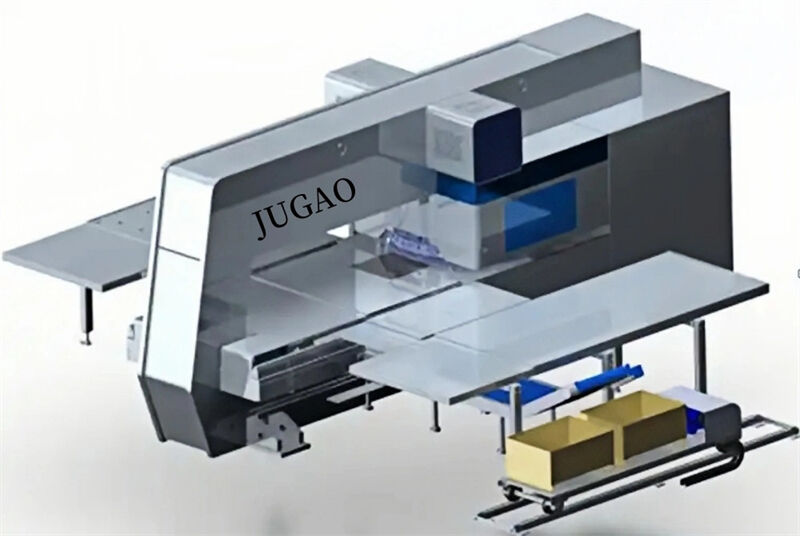
CNC turret punch je jedan od glavnih kategorija CNC otpad , englesko ime ( Cnc rotirajući štamparski štiklo ), kratica NCT. Brojčano upravljanje tornjem za štampanje (NCT) integrira stroj, elektricitet, tekućinu i plin. To je naporni obradni postroj za štampanje i pločno izvlačenje i oblikovanje putem štampane matrice na tornju.
Sadržaj
· Značajke
Značajke
Brojčano upravljanje tornjem za štampanje (NCT) sastoji se od računalnog upravnog sustava, mehaničkog ili hidrauličkog snaga sustava, servomehanizma za podružno hrpačenje, biblioteke alatki, sustava za odabir alatke, okoline za programiranje itd.
Brojčano upravljanje tornjem za štampanje (NCT) je obrada programa koja se sastoji od programskog softvera za programiranje (ili ručno). Servomehanizam za podružno hrpačenje šalje list na mjesto obrade. Isto vrijeme, sustav za odabir alatke bira odgovarajući alat u biblioteci alatki, a hidraulički snaga sustav pritiska prema programu kako bi automatski dovršio obradu radnog dijela.
Klasifikacija
Brojčano upravljani turenski štampalj (NCT) podijeljen je na potpuno električni servopogonski brojčano upravljani turenski štampalj, mehanički brojčano upravljani turenski štampalj (turbinsko kolo brojčano upravljani turenski štampalj) i hidraulički brojčano upravljani turenski štampalj.
Među njima, potpuno električni servopogonski brojčano upravljani turenski štampalj predstavlja potpuno novi tip turenskog štampalja. Uređaj koristi tehnologiju direktnog pogona servomotorom, čime zadržava prednosti jednostavnog, zrelog i pouzdanog mehaničkog glavnog pogonskog strukture. Isto tako, ima bolje karakteristike od hidrauličkog glavnog pogona. Posjeduje značajne značajke i moćne funkcije. Uređaj je opremljen potpuno elektromotornim servointeligentnim štampalicama, sposobnim izvršiti različite procese poput štampanja, oblikovanja, savijanja i graviranja.
Mehanički turenski štampalji široko se koriste zbog dugotrajne stabilnosti, dugog života i nižeg cijene u usporedbi s potpuno električnim servopogonskim brojčano upravljanim turenskim štampaljima; međutim, znatno odlaze iza u učinkovitosti i funkcionalnosti.
Hidraulički tornični udaraljci su postepeno izgubili popularnost zbog potrebe za trošnim hidrauličkim uljem i svoje neprikladnosti za rad u visokotemperaturnim okruženjima.

Osi kretanja
X os: poslužiteljski pogonska os koja pomiče radni materijal uz pravac okomit na duljinu stola.
Y os: Poslužiteljski pogonska os koja pomiče radni materijal uz pravac paralelno s duljinom stola.
A os: Rotacijski tornični magazin alata bira rotacijsku os molda.
C os: rotacijska os za automatsko indeksiranje moldova, koja može rotirati mold pod bilo kojim kutem.
Metode obrade
1. Jednostruki udar: završeno udaranje u jednom prolazu, uključujući linearnu distribuciju, kružnu distribuciju, periferijsku distribuciju i udaranje mrežastih rupa.
2. Neprestano udaranje istim smjerom: koristeći pravokutne forme za djelomično preklapanje metode obrade, moguće je obraditi dugačke rupe i strijeliti rubove.
3. Višesmjerno neprekidno određivanje otvora: način obrade korištenjem malih matrica za obradu velikih otvor
4. Otporni otvor: Korištenje male krugle štampa za neprekidno određivanje luka u malim koracima.
5. Jednostavna formiranja: način obrade formiranja jednim putem prema obliku štampa.
6. Neprekidno formiranje: načini formiranja koji su veći od veličine štampa, poput velikih zagrada, valjenja žiljaka i valjenja stupnjeva.
7. Polje formiranja: obrada više istih ili različitih radnih dijelova na velikoj ploči.

Obrada stanice
Općenito se turenska štampa klasificira prema promjeru otvora koje može obraditi, što olakšava izbor štampe. Obično su podijeljene u pet kategorija: A, B, C, D i E.
Kategorija A (1⁄2 inča) stajaliste: Oblast obrade od Φ1.5 do Φ12.7 milimetara
Kategorija B (1-1⁄2 inča) stajaliste: Oblast obrade manja od Φ31.7 milimetara
Kategorija C (2 inča) stajaliste: Oblast obrade manja od Φ50.8 milimetara
Postaja klase D (3-1/2 inča): Oblast obrade manja od Φ88.9 milimetara
Postaja klase E (4-1/2 inča): Oblast obrade manja od Φ114.3 milimetara
Uobičajeno, kada je potrebno promijeniti slučajnu konfiguraciju, prate se sljedeće pretvorbe: 1D = 8A = 4B = B + C.

Primarna industrija
Naše proizvode široko se primjenjuju u industriji hladnog štampanja, uključujući opremu za električnu energiju, kazetone, dekorativne zidne ploče, kućansku opremu, industriju liftova, proizvodnju vatrenih vrata, klimskih uređaja, kuhinjske opreme, uredske opreme, metalne nameštaje, liječničku mašineriju i svjetlosne uređaje, među drugim. Jednostupnački način štampanja i način štampanja malim dijelovima koriste se za štampanje rupa i dijelova različitih oblika i veličina, što je posebno prikladno za štampanje raznih srednje i male serije ili jedinice ploča.

O Garyju Olsonu
Kao posvećeni autor i urednik za JUGAO CNC, specijaliziram se na pružanje duboko osmišljenog i praktičnog sadržaja prilagođenog metalurškoj industriji. S godinama iskustva u tehničkom pisanju, fokusiram se na pružanje detaljnih članaka i vodiča koji pomagaju proizvođačima, inženjerima i profesionalcima da ostaju obavešteni o najnovijim inovacijama u obradi listne metale, uključujući CNC štampačke mašine, hidrauličke tlačiwe, šearne mašine i druge.

