Kako kalibrirati alat CNC hidrauličkog točila. Češalj i donji štamp. Cijeli alat.

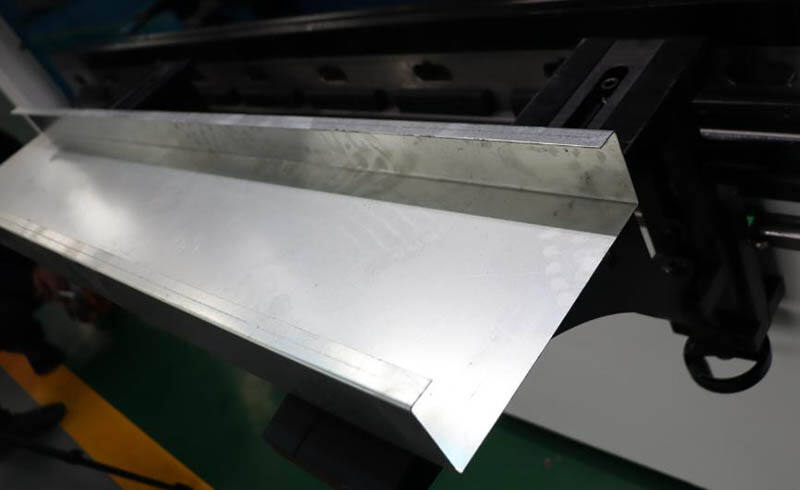
CNC hidraulički štampački pritiskni šablon sastoji se od mnogih dijelova, pa treba posvetiti posebnu pažnju tijekom montaže. Nakon završetka treba ga ponovno isprobati. Mašina ima posebne udarce i žice za savijanje proizvoda različitih oblika. Gornja žica i udarac mogu biti u dijelovima ili malim jedinicama. Donji šablon i alati mogu biti u malim jedinicama i dijelovima. Donji alat može imati donju podršku za prilagodbu. Općenito ćemo dovršiti montažu i prilagodbu štampačkog šablona u pet koraka.
1. Prilagodba mašine. Prije montaže, potrebno je prvo prilagoditi performanse mašine. Taj postupak treba izvoditi strpljivo i pažljivo. Provjerite ima li prašine na mašini, korишtenih žičnih odsjeka itd., i vršite nužno čišćenje kako biste smanjili probleme u kasnijem periodu.

2. Prilagodba klizišta kliznog puta. Pazite da provjerite debljinu štampačke matrice i normalan li je omjer gornjeg i donjeg modula. U običnim okolnostima, modul bi trebao biti kontroliran na prelomnoj točki kliznog puta. Na tome mora biti obratiti pažnju.

3. Prilagodba modula kliznog puta, odnosno prilagodba gornje granice pozicije modula. Kada je modul bilo gdje, treba postaviti prekidnik i rezervirati zaustavnu poziciju klizišta. Isto tako, tijekom silaznog pokreta treba izvršiti usporavanje modula kako bi se bolje zaštitila mašina i štampačka matrica.

4. Prilagodba razmaka glavno se odnosi na mjerenje udaljenosti između gornjeg i donjeg modula. Konkretna postavka razmaka treba odrediti prema ploči koja se štampa.

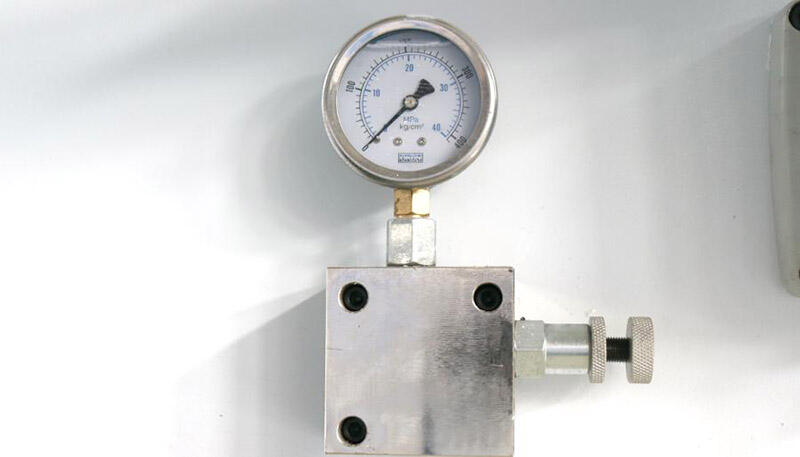
5. Prilagodba kuta. Prilagodba kuta ima određeni odnos s proizvodom. Proizvođač hidropresa govori da se općenito pri savijanju 90° alatke, srednji kut treba biti veći od kutova na oba strana. Zatim prilagodite njegovu čvrstoću prema prilagodnom škrplju. Tijekom savijanja tlak se može prilagoditi pomoću manometra kako bi se izbjeglo crkanje alatke.