















































Besplatan izometrijski prilagodbe štampačke matrice za štampu na kliziću

Slobodna jednakost visine prilagođavanja (pre-prilagođavanje visine štampa)
Cilj: Osigurati da su gornji i donji štampanja iste visine u slobodnom stanju, kako bi se izbjegle pogreške u savijanju ili oštećenje štampa uzrokovano nejednolikom snagom.
1. Priprema
Isključite struju opreme, instalirajte gornje i donje štampalice i privremeno ih zaključajte.

Očistite ulje ili strane tvari s površine štampa i osigurajte da je kontaktna površina ravnih.
2. Ručna regulacija visine
Uklonite gornje štampe s lijeve i desne strane.

Koristite mikrometar ili laser detector za mjerenje visine ključnih točaka gornjih i donjih štampa (obično četiri kuta i sredina).

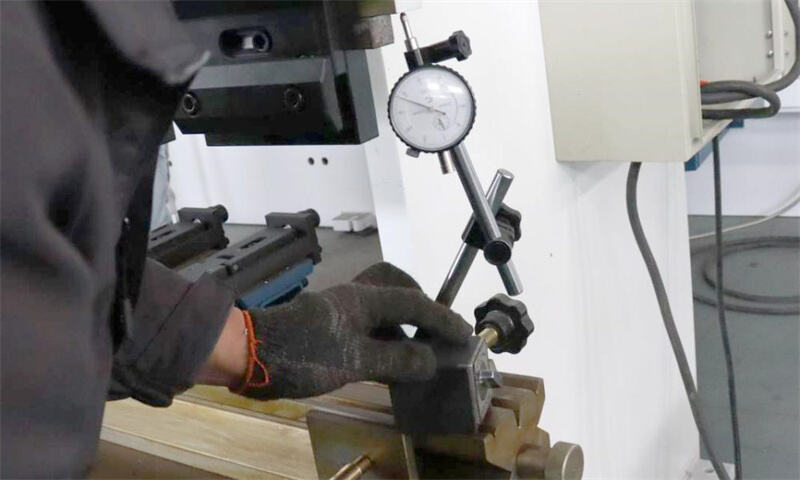
Ručnim prilagođavanjem boloza (ili jastučića) za jednaku visinu na bazi štampa, pogreška u visini svakog mjerene točke između gornjih i donjih štampa mora biti ≤0.02mm.


Nakon uživanja regulacijskog boloza, ponovno testirajte kako biste spriječili odstupanje uzrokovano otpuštanjem.
3. Provjerite slobodu i visinu
Ručno rotirajte stroj kako biste promatrali jesu li gornji i donji štampiljci pri zatvaranju ravnomjerno u dodiru.
Koristite merilo za razmake da provjerite razmak štampe nakon zatvaranja kako biste osigurali da ne postoji lokalno prekomjerno zatvaranje ili razmaci.

Pozornost
1. Sigurna radnja: Prije prilagodbe sigurno isključite strujno napajanje i nosite zaštitne rukavice i ochrane za oči.
2. Izbor alata: Preferiraju se alati s visokom preciznosću (poput mikrometara, laser detektora).
3. Korak po koraku provjera: Svaki korak prilagođavanja mora biti potvrđen pokušajem savijanja kako bi se izbjegle kumulativne pogreške.
4. Razlike u opremi: Različiti modeli savijalica mogu koristiti mehaničke/hidrauličke metode kompensacije, što zahtjeva referencu na priručnik opreme za prilagođavanje.
Putem sustavnih prilagodbi navedenih koraka, može se značajno poboljšati točnost savijanja (pogreška kuta ≤ 0.5°) i životni vijek štampa, te se smanji otpad materijala i gubitak opreme. U stvarnoj operaciji potrebno je fleksibilno reagirati na temelju iskustva, na primjer, kod debljih ploča ili materijala s visokom čvrstošću, potrebno je odgovarajuće povećati kompenzaciju tlaka.

