प्रेस ब्रेक बेंडिंग कोण की गणना की विधि

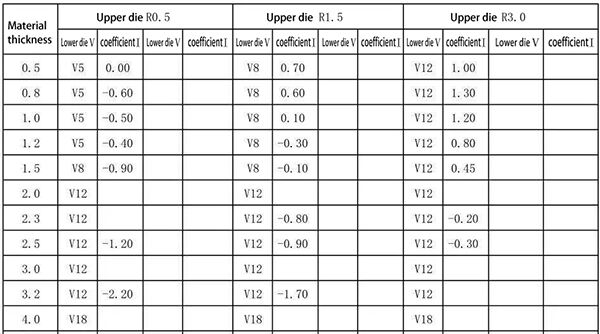
सीएनसी बेंडिंग मशीन के बेंडिंग कोण की गणना सामान्यतः कई कारकों पर निर्भर करती है, जिसमें सामग्री का प्रकार, प्लेट की मोटाई, बेंडिंग त्रिज्या और बेंडिंग गुणांक शामिल है। विभिन्न बेंडिंग कोण और सामग्री के प्रकारों के लिए अलग-अलग गणना विधियां और गुणांक आवश्यक होते हैं। नीचे विभिन्न प्रकार की सामग्रियों के लिए बेंडिंग कोण की गणना करने की विधियां दी गई हैं:
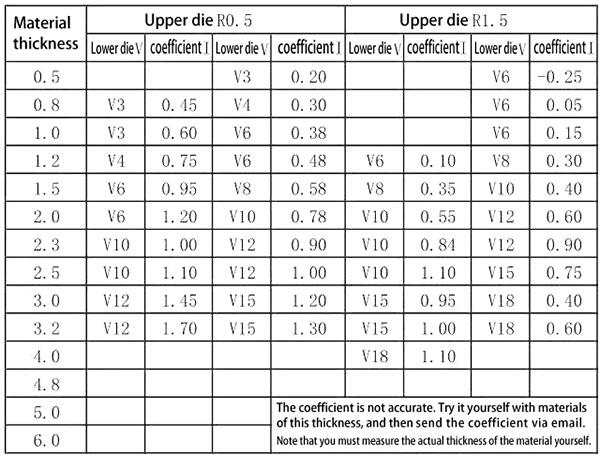
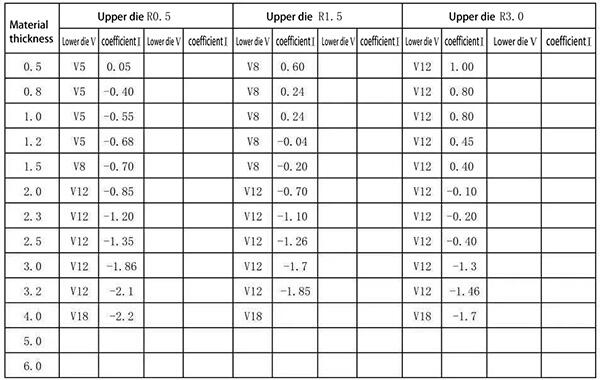
1. फेरोज़ प्लेट मुड़ना: जब 90 डिग्री पर मुड़ा जाता है, सामान्यतः उपयोग किए जाने वाले ऊपरी मोल्ड R 0.5 होता है, नीचले मोल्ड V 5T होता है, और मुड़ने का गुणांक 0.4T होता है। विस्तारित आकार की गणना करने का सूत्र L1+L2-2T+गुणांक है।
2. 60 डिग्री फेरोज़ प्लेट मुड़ना (गहरे डाक्यूमेंटेशन डाइ प्रयोग करके)
विस्तारित आकार=L1+L2+गुणांक
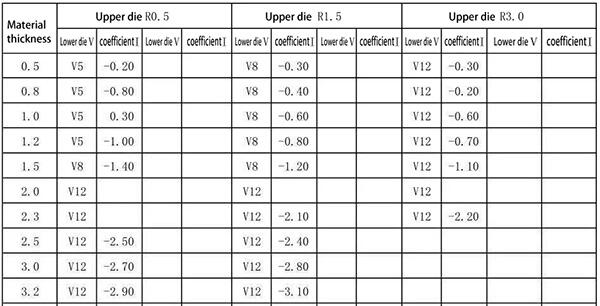
3. 30-डिग्री फेरोज़ प्लेट मुड़ना (गहरे डाक्यूमेंटेशन डाइ का प्रयोग करें)
विस्तारित आकार=L1+L2+गुणांक
4. एल्यूमिनियम प्लेट का 90-डिग्री मुड़ना: सामान्य मुड़ना ऊपरी डाइ R0.5, नीचले डाइ V=5T, मुड़ने का गुणांक 0.4T, V झुर्रिया चयन V=5T+R (R>0.5)
विस्तारित आकार=L1+L2-2T+गुणांक
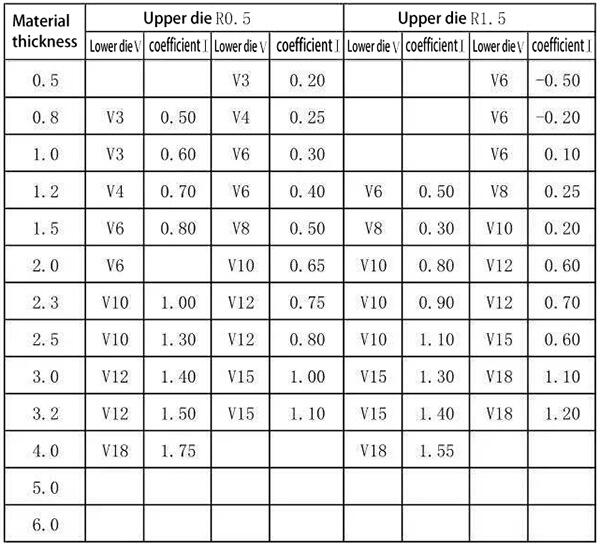
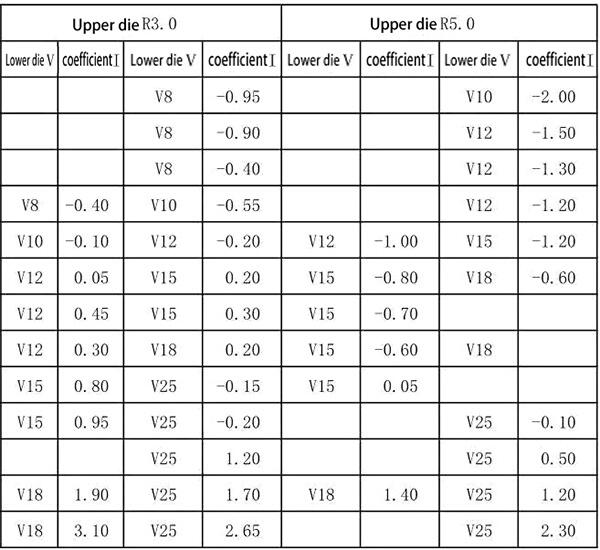
5. एल्यूमिनियम प्लेट का 60-डिग्री मुड़ना (गहरे डाक्यूमेंटेशन डाइ का प्रयोग करके)
विस्तारित आकार=L1+L2+गुणांक
6. एल्यूमिनियम प्लेट का 30-डिग्री मुड़ना (गहरे डाक्यूमेंटेशन डाइ का प्रयोग करके)
विस्तारित आकार=L1+L2+गुणांक
7. मरे हुए किनारे का गुणांक (पहले गहरे-इन्सर्शन डाइ का उपयोग करके छोटे कोण को मोड़ें, फिर फ्लैटनिंग डाइ का उपयोग करके मरे हुए किनारे को दबाएं)
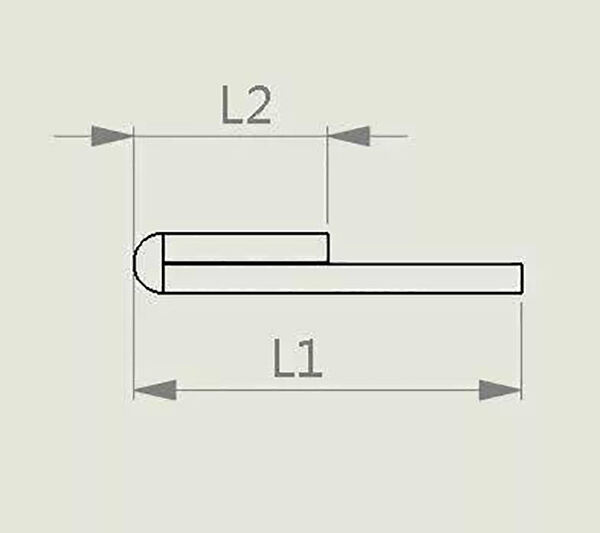
ऊपर: विस्तारित आकार = L1+L2-0.55T
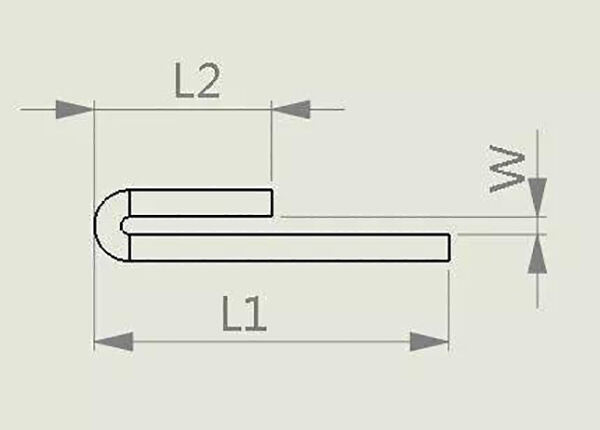
ऊपर: विस्तारित आकार = L1+L2-0.55T+0.7W (W≤T)
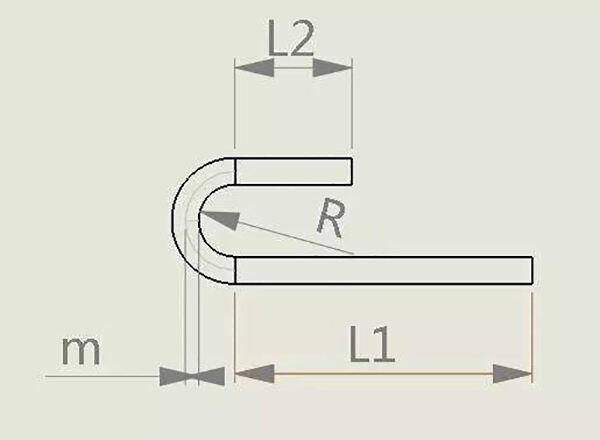
ऊपर: विस्तारित आकार = L1+L2+3.14* (R+m) (2R>T)
T≤2.0,m=0.4T;
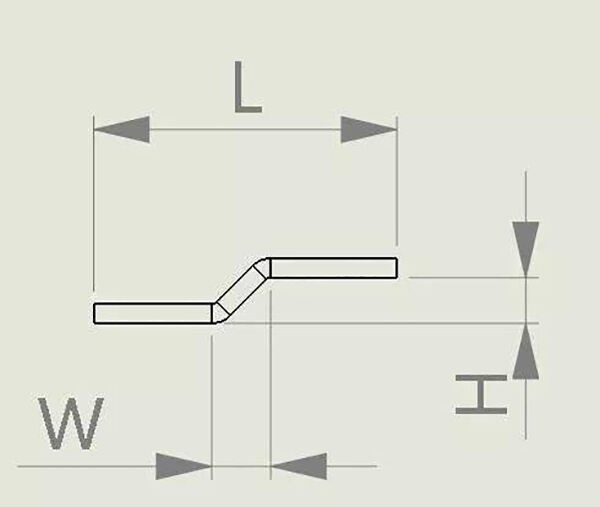
2.0 8. दबाव कदम अंतर गुणांक A. जब W ≥ 2T हो: विस्तार दो एकल मोड़ के रूप में गणना की जाती है; B. जब W<2T और H≥2T हो: विस्तार दो एकल मोड़ के रूप में गणना की जाती है; C. जब W<2T, H<2T हो: विस्तारित आकार = L+(H-T)*0.7; D. जब W<2T, H=T हो: विस्तारित आकार = L+0.15T; इसके अलावा, मटर के न्यूट्रल लेयर की स्थिति और विकृति के डिग्री के बीच संबंध भी मोड़ के कोण की गणना में शामिल है। वास्तविक संचालन में, विशिष्ट सामग्री, प्लेट मोटाई और आवश्यक मोड़ के कोण के अनुसार उपयुक्त गणना सूत्र और गुणांक का चयन करना बहुत महत्वपूर्ण है।