















































मोड़ने वाली मशीन को शुरू करने और चलाने के बाद ध्यान देने योग्य मामले
Jan.25.2024

मोड़ने वाली मशीन को शुरू करने और चलाने के बाद ध्यान देने योग्य मामले
प्रेस ब्रेक
#. बेंडिंग मशीन को शुरू करने से पहले की तैयारी
1. बेंडिंग मशीन के स्तर समायोजन को पूरा करें।
2. उपयुक्त हाइड्रोलिक तेल जोड़ें: सामान्य रूप से सिफारिश की गई मॉडल #46 एंटी-वेयर हाइड्रोलिक तेल है, और टैंक की क्षमता का लगभग 85% भरें।
3. एक उचित पावर कॉर्ड कनेक्ट करें: उपकरण मोटर की शक्ति के अनुसार संगत पावर कॉर्ड चुनें, और मशीन टूल का वोल्टेज वास्तविक उपयोग किए जाने वाले वोल्टेज से संगत है या नहीं यह पुष्टि करें।
4. JUGAO द्वारा प्रदान की गई मशीन मैनुअल और ऑपरेटिंग सिस्टम मैनुअल को पढ़ें।
5. इलेक्ट्रिकल बॉक्स के नीचे फुट स्विच केबल कनेक्ट करें, और एविएशन कनेक्टर बेरल की ओर में फुट स्विच को कनेक्ट और फिरम करें।
#. बेंडिंग मशीन को स्टार्ट करने से पहले और स्टार्ट करने के बाद की ध्यानरखने योग्य बातें।
1. मोटर तेल पंप की घूर्णन दिशा: मशीन को चालू करने से पहले की तैयारियाँ पूरी करने के बाद। मशीन टुल की बिजली और सभी आपातकालीन रोकथाम स्विच चालू करें। तेल पंप के स्टार्ट बटन दबाएँ और यह देखें कि क्या मोटर सही दिशा में घूमती है। यह सुनिश्चित करें कि घूर्णन दिशा चिह्नित दिशा से मेल खाती है, फिर चालू करना जारी रखें। यदि यह संगत नहीं है, तो बस बिजली की किसी भी तीन तारों के स्थान को समायोजित करें (मोटर की दिशा घूमने से तेल पंप को नुकसान पहुँच सकता है)।
2. पैडल स्विच दबाएँ और स्लाइडर को ऊपर जाने दें। जॉग या एकल राज्य में घूमाएँ। पैडल स्विच दबाएँ और मशीन को बिना बोझ के चलाएँ। मशीन टूल की बिना बोझ के चलने की स्थिति का प्रेक्षण करें। मशीन टूल स्थिर रूप से चलने के बाद ही सामान्य प्रोसेसिंग परीक्षण किया जा सकता है।
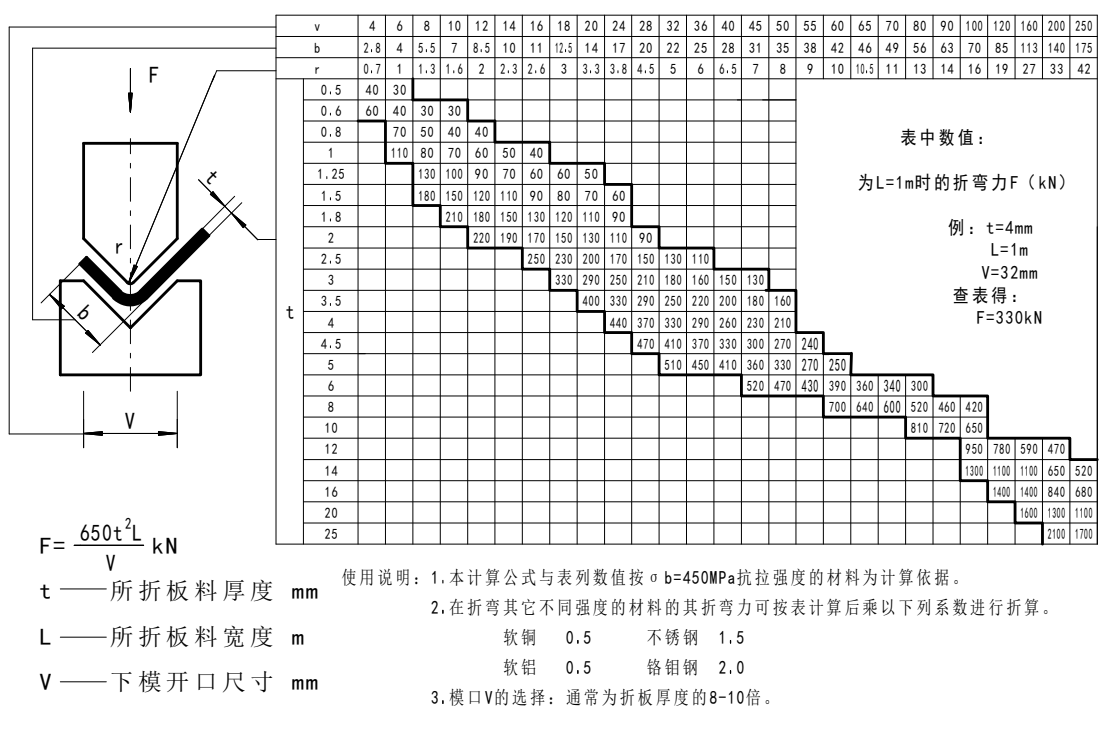
3. प्रोसेस की जाने वाली प्लेट की मोटाई के अनुसार उपयुक्त नॉच चुनें (नॉच सुझाव पत्रिका को देखें)। सामान्य रूप से सिफारिश की गई नॉच प्लेट की मोटाई के 8 गुना होती है। मोल्ड की नॉच को समायोजित करने के बाद, V-ग्रोव और ऊपरी मोल्ड के बीच बाएं और दाएं खाई को समान बनाना आवश्यक है। इसके अलावा, Y-अक्ष (कोण) पैरामीटर को सेट करना आवश्यक है, और विभिन्न प्रणालियों के सेटिंग मान भिन्न होते हैं।
4. प्लेट की मोड़ने की प्रारंभिक परीक्षा। सेटअप पूरा होने के बाद, एक प्रारंभिक परीक्षण करें। इसे जॉग मोड में करना सिफारिश किया जाता है। जब 90° की मोड़ने पर काम किया जाता है, तो पाया जाता है कि दबाव लगाने से पहले मोड़ा गया कोण 90° से कम है, और दबाव लगाया जा सकता है तब तक नहीं जब तक डेटा को वापस आने के बाद सही नहीं किया जाता है। अन्यथा, निचले मोल्ड को क्षति पहुंचने की संभावना अधिक है। इसके अलावा, छोटी प्लेट को बोर्ड की लंबाई का परीक्षण करने के लिए उपयोग नहीं किया जा सकता। बहुत छोटी प्लेट दबाव लगाने पर सांद्रित हो सकती है और निचले डाइ के V-ग्रोव को टूटा दे सकती है।
परीक्षण पूरा होने के बाद डेटा सुरक्षित या रिकॉर्ड करें। बाद में डेटा प्रसंस्करण और कॉल करने के लिए यह सुविधाजनक है।
JUGAO समझौता: प्रसंस्करण से पहले निर्देश पुस्तिका, प्रणाली संचालन मैनुअल और शुरूआती ध्यान रखें। विशेष समझौता तेल पंप की क्षति और निचले ढांचे के V ग्रेव की क्षति पर ध्यान देने के लिए!

