















































Le Guide Définitif des Presse-Perceuses CNC à Tour
Dans ce Guide Ultime sur Presse à perforer CNC à tour , je suis ravi de partager mes connaissances et mon expertise sur cet équipement essentiel. Que vous soyez nouveau dans le monde de l'usinage CNC ou cherchant à améliorer vos processus actuels, ce guide vous dotera de connaissances complètes sur les meilleures pratiques, les techniques d'optimisation et les stratégies de programmation. Des principes fondamentaux de fonctionnement aux conseils pour maximiser l'efficacité, je vise à fournir une compréhension exhaustive qui vous aidera à prendre des décisions éclairées. Rejoignez-moi alors que nous explorons les caractéristiques, avantages et meilleures pratiques pour utiliser efficacement les encocheuses CNC à tour.
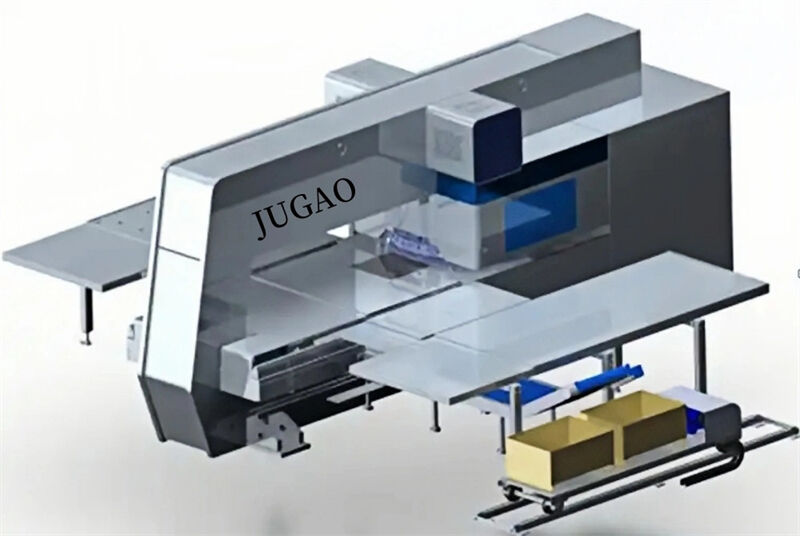
L'encocheuse CNC à tour est l'une des principales catégories de CNC poinçon , le nom en anglais ( Presse à perforer CNC à tour )), abréviation NCT. La presse à poinçons à tour numérique (NCT) intègre machine, électricité, liquide et gaz. C'est un équipement de traitement sous pression pour le perçage et le tirage superficiel et la mise en forme sur la plaque via le poinçon à tour.
Table des matières
Caractéristiques
La presse à poinçons à tour numérique (NCT) est composée d'un système de contrôle informatique, d'un système de puissance mécanique ou hydraulique, d'un mécanisme d'alimentation servo, d'une bibliothèque de matrices, d'un système de sélection de matrices, d'un système de programmation périphérique, etc.
Le programme de traitement de la presse à poinçons à tour numérique (NCT) est compilé par un logiciel de programmation (ou manuellement). Le mécanisme d'alimentation servo positionne la tôle à l'emplacement à traiter. En même temps, le système de sélection de matrices choisit la matrice correspondante dans la bibliothèque, et le système de puissance hydraulique exécute le programme pour terminer automatiquement le traitement de la pièce.
Classification
La presse à déperforer par tour CNC (NCT) est divisée en presse à déperforer par tour CNC entièrement électrique, presse mécanique à déperforer par tour CNC (presse à tour CNC à volant d'inertie) et presse hydraulique à déperforer par tour CNC.
Parmi elles, la presse à déperforer par tour CNC entièrement électrique est un tout nouveau type de presse à tour. L'appareil utilise une technologie de moteur pas-à-pas directe, conservant ainsi les avantages d'une structure principale mécanique simple, mature et fiable. En même temps, elle présente de meilleures caractéristiques qu'une commande principale hydraulique. Elle possède des caractéristiques significatives et des fonctions puissantes. L'appareil est équipé d'un perforateur intelligent entièrement électrique, capable de réaliser divers processus tels que le perçage, la mise en forme, le pliage et le gravage.
Les presses mécaniques à déperforer sont largement utilisées en raison de leur stabilité à long terme, de leur longévité et de leur prix plus bas comparé aux presses à déperforer par tour CNC entièrement électriques ; cependant, elles sont nettement moins efficaces en termes de performance et de fonctionnalités.
Les presse-touche hydrauliques ont progressivement perdu en popularité en raison de la nécessité d'utiliser un huile hydraulique consommable et de leur inadaptation aux environnements de travail à haute température.

Axe de mouvement
Axe X : l'axe entraîné par un moteur servo qui déplace la pièce le long de la direction perpendiculaire à la longueur de la table.
Axe Y : axe entraîné par un moteur servo qui déplace la pièce le long de la direction parallèle à la longueur de la table.
Axe A : le magasin d'outils rotatif à tourelle sélectionne l'axe de rotation du moule.
Axe C : l'axe de rotation pour l'indexation automatique du moule, capable de faire pivoter le moule à n'importe quel angle.
MÉTHODES DE TRAITEMENT
1. Perçage simple : perçage complet en une seule passe, y compris distribution en ligne droite, distribution en arc, distribution circulaire et perçage en grille.
2. Perçage continu dans la même direction : méthode de traitement utilisant des moules rectangulaires avec chevauchement partiel, permettant de réaliser des rainures longues et d'ébarber les bords.
3. Perçage continu multi-directionnel : méthode de traitement consistant à utiliser des petits moules pour réaliser de grands trous.
4. Niblage : Utilisation d'un petit poinçon rond pour percer continuellement l'arc en petits pas.
5. Formage simple : méthode de traitement consistant à former une pièce par tirage superficiel en une seule fois selon la forme du moule.
6. Formage continu : méthodes de traitement de formation qui dépassent la taille du moule, comme les grandes volets, le laminage des nervures et le laminage des étapes.
7. Formage en tableau : traitement de plusieurs pièces identiques ou différentes sur une grande plaque.

Station de traitement
Généralement, le poinçon de tour est classifié en fonction du diamètre des trous qu'il peut traiter, ce qui facilite le choix du poinçon. Ils sont généralement divisés en cinq classes : A, B, C, D et E.
Classe A (1/2 pouce) station : plage de traitement de Φ1,5 à Φ12,7 millimètres
Classe B (1-1/2 pouce) station : plage de traitement inférieure à Φ31,7 millimètres
Classe C (2 pouces) station : plage de traitement inférieure à Φ50,8 millimètres
Station de Grade D (3-1/2 pouces) : plage de traitement inférieure à Φ88.9 millimètres
Station de Grade E (4-1/2 pouces) : plage de traitement inférieure à Φ114.3 millimètres
Généralement, lorsqu'il est nécessaire de changer la configuration aléatoire, les conversions suivantes sont respectées : 1D = 8A = 4B = B + C.

Industrie d'application
Nos produits trouvent une large application dans les industries de traitement par frappe à froid, y compris l'équipement électrique, les armoires châssis, les décors de façade rideau, les appareils électroménagers, l'industrie des ascenseurs, la fabrication de portes coupe-feu, les climatiseurs, les appareils de cuisine, le matériel de bureau, le mobilier en métal, les machines médicales et les luminaires, entre autres. La méthode de perforation simple et la méthode de perforation par petites bouchées sont utilisées pour percer des trous et des pièces de diverses formes et tailles, ce qui convient particulièrement au découpage de plaques en petites et moyennes séries ou en pièce unique.

À propos de Gary Olson
En tant qu'auteur et éditeur dédié pour JUGAO CNC, je me spécialise dans la fourniture de contenu pertinent et pratique adapté à l'industrie de la mécanique. Avec plusieurs années d'expérience en rédaction technique, je me concentre sur la création d'articles approfondis et de tutoriels qui aident les fabricants, les ingénieurs et les professionnels à rester informés sur les dernières innovations en matière de traitement des tôles, y compris les plieuses CNC, les presses hydrauliques, les machines de découpe et plus encore.

