Structure principale du plieuse à presse
1. Introduction à la structure mécanique
La presse hydraulique à cintrer est principalement constituée d'une table, d'un chariot, d'une cale arrière, d'un système hydraulique, d'un moule, d'un support, d'un dispositif de protection de sécurité et d'un système électrique, etc.

2. Connexion mécanique
(1) Le curseur supérieur est connecté à la tige du piston dans les deux ensembles de cylindres et est soutenu par les panneaux latéraux gauche et droit via la plaque inférieure du cylindre. Il y a des rails guides gauche et droit pour fournir une guidance au curseur pour qu'il se déplace vers le haut et vers le bas. Il y a un coussinet sphérique au point de connexion entre la tige du piston et le curseur pour s'assurer que la force sur la poutre est répartie de manière raisonnable et que la tige du piston est bien alignée.

(2) Selon les différentes formes de la machine principale, la poutre inférieure (table de travail) de l'assembleur de pliage produit selon les exigences du client existe sous deux formes. L'une est un type à poutre unique fixée avec des vis ; l'autre est un type à trois poutres avec un cylindre de compensation. Des cales ajustables sont fournies des deux côtés pour corriger les cales et la surface d'ajustement du corps, et la précision de correction peut être ajustée.
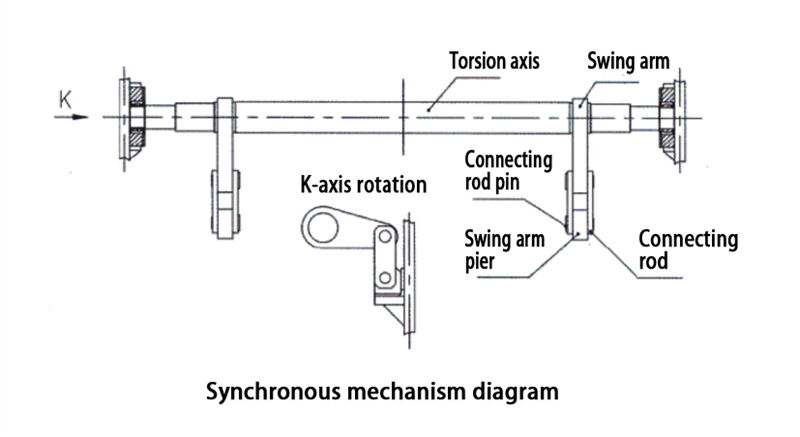
(3) Afin de garantir le fonctionnement synchrone des cylindres gauche et droit, l'outil utilise un bras oscillant à axe torsadé synchrone et une bielle.

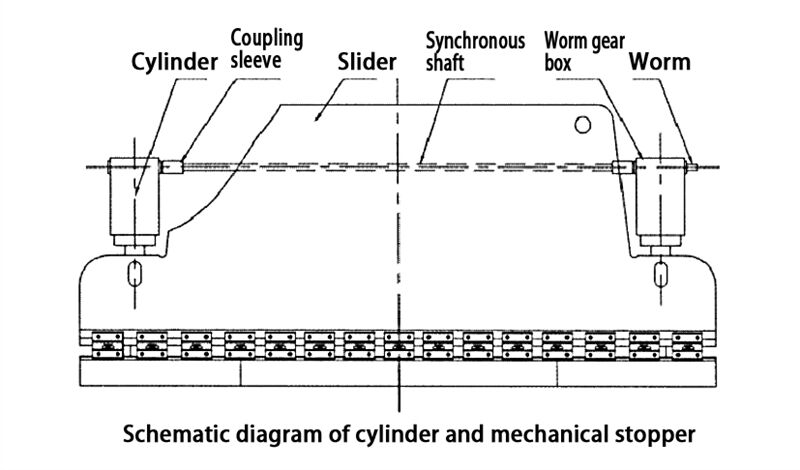
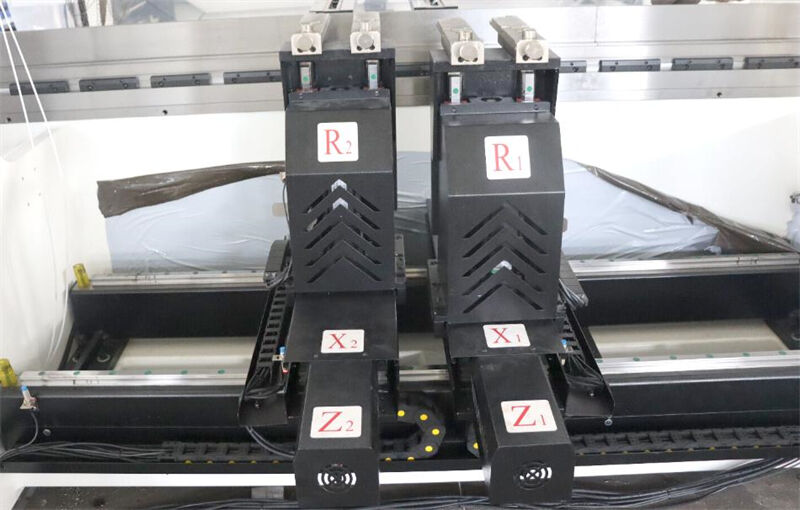
3. Partie coulisseau
La partie coulisseau se compose d'un coulisseau, d'un cylindre et d'une structure de réglage fin mécanique. Les cylindres gauche et droit sont fixés sur la structure, et le piston (tige) entraîne le coulisseau vers le haut et vers le bas grâce à la pression hydraulique.

Le bouchon mécanique est placé à l'intérieur des deux cylindres, avec une structure compacte et un ajustement synchrone des deux côtés. Le schéma est le suivant. Lorsque le curseur (supérieur) n'est pas égal à gauche et à droite, arrêtez le curseur au point mort supérieur, retirez la broche de positionnement sur la manchette de couplage, faites tourner la vis sans fin d'un côté de la boîte de vitesses à vis sans fin sur les cylindres gauche et droit (en avant ou en arrière), puis appuyez ensuite le curseur au point mort inférieur, mesurez et ajustez (répétez l'opération ci-dessus) jusqu'à ce que le curseur (moule supérieur) soit égal à gauche et à droite, et enfin positionnez et installez-le sur la manchette de couplage.
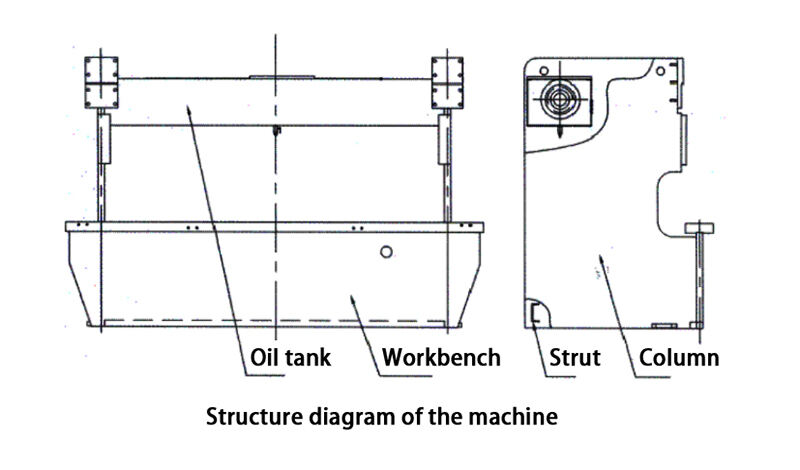
4. Cadre
Le cadre est soudé pour former un cadre intégral composé des colonnes gauche et droite, des réservoirs d'huile et des blocs de support, et la table de travail est fixée à la partie inférieure des colonnes gauche et droite.

5. Mécanisme synchrone
Le mécanisme synchrone forcé mécanique composé d'un arbre de torsion et d'un bras oscillant a une structure simple, des performances stables et une grande précision de synchronisation.

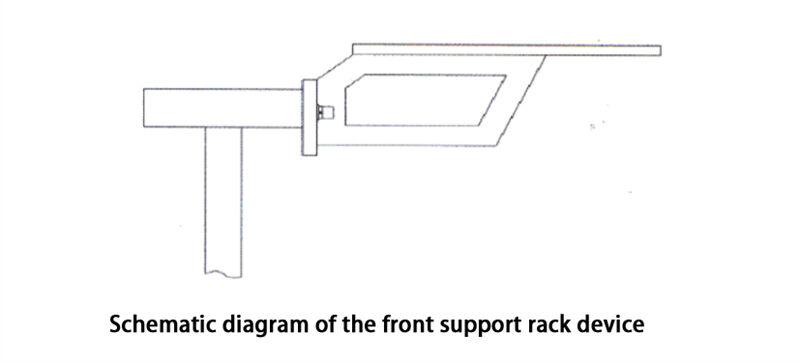
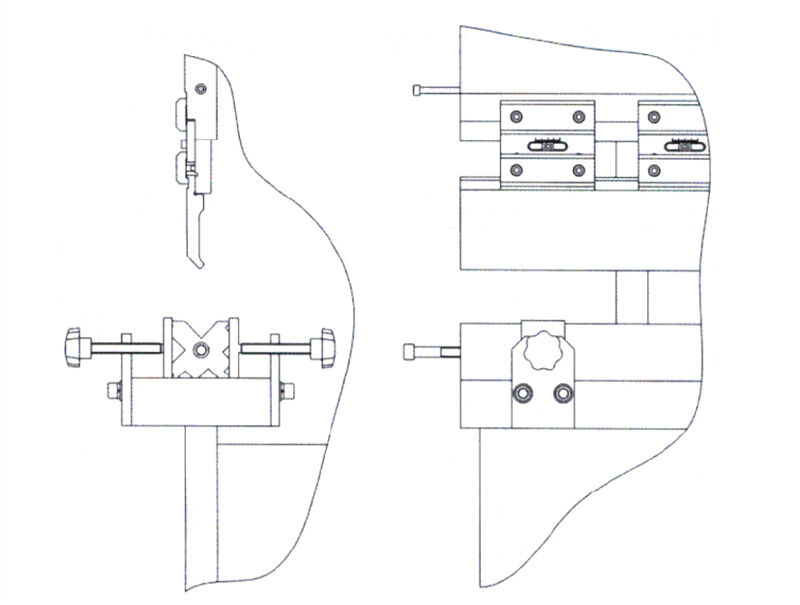
6. Dispositif de support avant
Le dispositif de support avant est utilisé pour soutenir et maintenir la pièce.
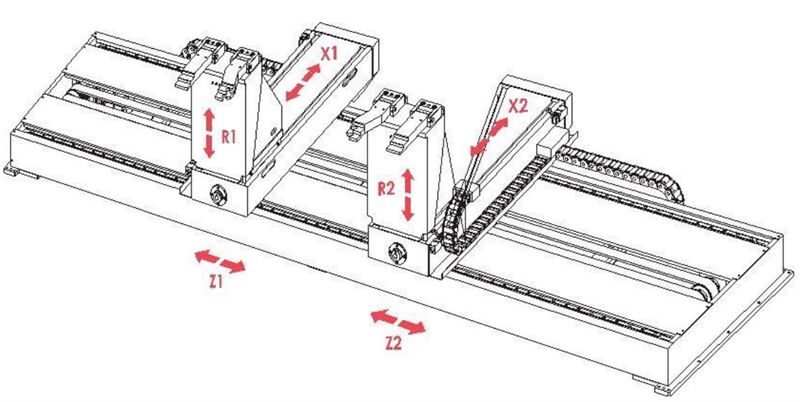
7. Réglage arrière
Le réglage arrière est un composant précieux de l'outil et joue un rôle important dans le travail de pliage réel. Voici quelques descriptions du réglage arrière : Il est commandé par le bouton sur le panneau de commande pour faire fonctionner le moteur qui entraîne le cadre du réglage arrière à se déplacer vers l'avant et l'arrière.

8. Presse-plieuse
(1) Le moule supérieur est installé sur la rampe et fixé avec une plaque de connexion et une plaque de pression. Le moule supérieur est équipé d'un mécanisme de réglage fin, qui se déplace obliquement vers la gauche et la droite et est utilisé pour le réglage fin de compensation du moule supérieur en hauteur et en bas pour assurer la précision de la pièce pliée.
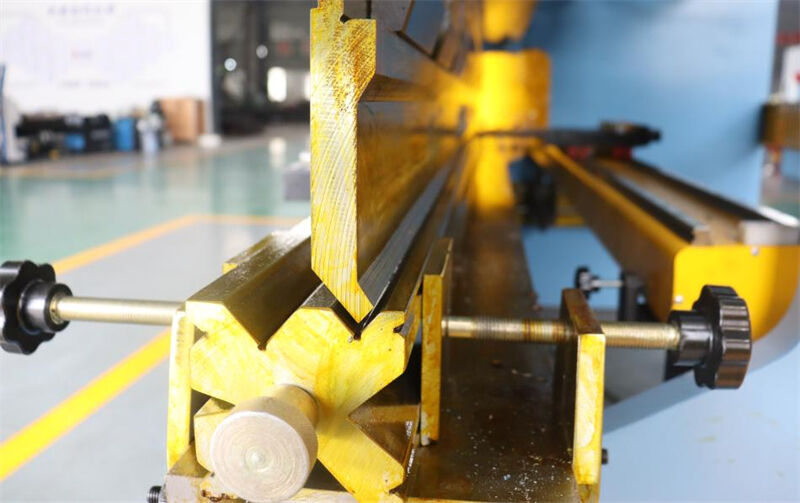
Le moule inférieur est installé sur l'établi. La manivelle rotative peut pousser le moule inférieur à avancer et reculer pour aligner le centre de la lame du moule supérieur.

(2) Installation du moule
a. L'installation et le retrait du moule doivent être effectués par des professionnels formés et autorisés et suivre strictement les exigences des spécifications électriques.
b. Ajustez le curseur à la position appropriée de mort-vivant supérieure en fonction de la hauteur du moule sélectionné.
c. Lors de l'installation du moule, la pompe à huile doit être éteinte et l'outil machine ne doit pas être démarré.
d. Enlevez les impuretés, les bavures et les chutes du moule et de la surface d'installation du moule.
e. Installez d'abord le moule supérieur, puis le moule inférieur.
f. Après avoir installé le moule, veillez à serrer les vis.
g. Après l'installation de l'outil machine, démarrer la pompe à huile pour faire descendre le curseur et le contrôler à la position appropriée requise. Vérifier si les moules supérieur et inférieur sont alignés, c'est-à-dire si les écarts des deux côtés du moule supérieur sont égaux dans la rainure en V. Si ce n'est pas le cas, ajuster le moule inférieur et le fixer pour ramener l'outil machine au point mort supérieur. (Remarque : Assurez-vous que l'écart entre les moules supérieur et inférieur est plus grand que l'épaisseur de la plaque à plier.)
h. Ajustez la wedge inclinée de manière à pouvoir ajuster la surface inférieure du moule supérieur afin d'obtenir l'erreur minimale de l'angle de flexion sur toute la longueur de flexion. Pour obtenir un bon effet de flexion, la wedge inclinée peut être réajustée en fonction du résultat réel de flexion de l'échantillon. Si l'angle réel de flexion est trop grand lors de l'ajustement, il faut ajuster la surface inférieure du moule vers le bas, c'est-à-dire desserrer la vis de serrage et déplacer la wedge vers la gauche. Après l'ajustement, serrez la vis. Sinon, ajustez la surface inférieure du moule vers le haut, c'est-à-dire déplacez la wedge vers la droite.

(3) Points à prendre en compte lors de l'utilisation du moule :
a. Vérifiez régulièrement les vis de fixation du moule
b. Faites attention lors du remplacement du moule, et placez-le doucement sur le support du moule à côté de l'outil pour éviter les dommages.
c. Chaque moule a sa capacité de charge maximale, et il n'est pas permis de le surcharger.
d. Lorsqu'il n'est pas utilisé pendant une longue période ou arrêté, le moule supérieur doit être abaissé dans la rainure en V du moule inférieur, en contact avec le moule inférieur ou sur une plaque plane.
e. Lorsque le moule n'est pas utilisé, pour protéger la lame du moule, il peut être placé sur une planche en bois ou un tapis en caoutchouc, et la surface du moule peut être graissée.
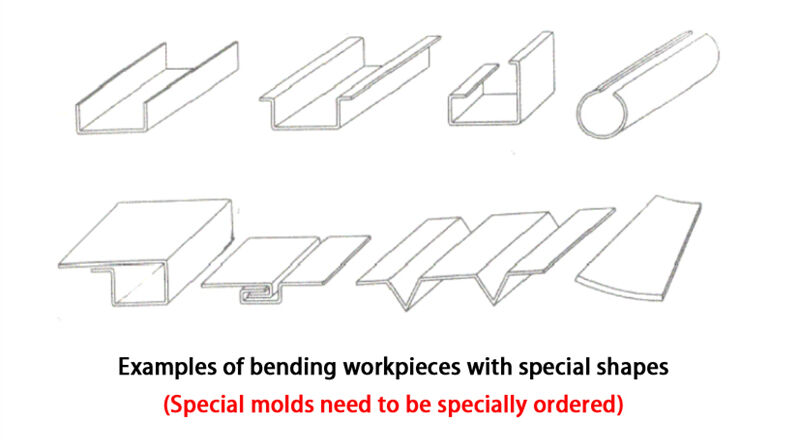
(4) Les pièces suivantes peuvent être pliées