















































- Yleiskatsaus
- Kysely
- Liittyvät tuotteet

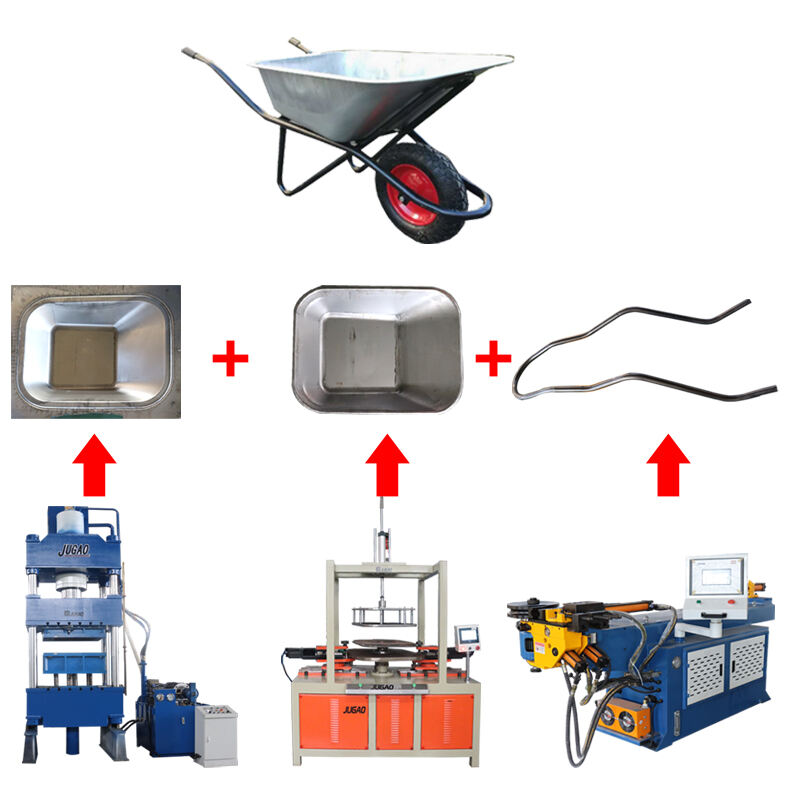
Koripyhärata on erityinen kuljetusajoneuvo rakennusjätteen, maan, kiven jne. transportoimiseen, ja se käytetään yleensä kaupunkirakentamisessa ja tiemaisemassa. Koripyhäratan säiliön valmistusprosessi sisältää: venyttämisen, leikkaamisen, muotoilun ja reunustuksen jne. Säiliövoidaan muodostaa vedemmällä ja venyttämällä. Tämän prosessin pääasiallinen laite on venyttämishydraulinen paine, reunustuslaite ja putvennukselaite. Ensimmäinen vaihe on muotoiluvaihe, joka liittyy koripyhäratalle alkuun otettuun muotoon. Käyttämällä raakapeltiaa, jonka paksuus on 1,0 mm, hydraulisen pressin ja muotoilumallin yhteistoiminnöllä raakapelteistä venytetään saadakseen koripyhäratalle likimain sen muodon. Toiseksi tulee leikkausvaihe. Koripyhäralla on suuri leveys sen ympärillä muotoilun jälkeen, ja ylimääräinen osa täytyy leikata tarkasti pois. Seuraava vaihe on reunustusvaihe. Reunustuslaitetta käytetään pyhärän reunustamiseen tehdäkseen sen reunat pyörteileväksi. Näin koripyhärä voidaan asettaa vakaammin kehykseen. Viimeinen vaihe on kehyksen valmistus. Hydraulinen putvennukselaite voi tehokkaasti suorittaa kehyksen valmistuksen. Jos valitset täysin automatisoidun putvennukselaite, valmistusprosessi helpottuu ja siitä tulee helpompi ja mukavampi.
1.Rataputken muotoiluosa — Hydraulinen muotoilupaino

Rataputken erityistuotantolaitteen muotoiluhydraulipaino käyttää neljäsarake-rakennetta, hydraulinen järjestelmä käyttää karttivalvea, sähköinen järjestelmä käyttää PLC-automanttia, ja sillä on tarkka-asteikko- ja puoli-automatisoitu toiminto. Jokaisen toimivien komponenttien matka, paine ja nopeus ovat säätökykyisiä tietyllä alueella, mikä täyttää metallituotteiden muotoiluosien tarpeet. Sen mukana on erityismallipiiri rataputken venytysmuotoilua varten, ja venytysmuotoilu suoritetaan kerralla, mikä parantaa huomattavasti tuotannon määrää ja laatua.
Venytysrataputken hydraulipaino (venytysmouldin kanssa) on yleinen hydraulinen laite. Sen rakenne sisältää pääasiassa seuraavat osat:
1) Yläpallo: Yläpallo on vierikolmiinen vetopressi, joka on yleensä hitsattu korkeankestävistä teräspöydistä, yläpuoli. Yläsäteen on asennettu hydraulinen sylinteri, jonka hydraulinen paine ajaa ylöspäin ja alas.

2) Alapohja: Alapohja on neliskolumnisessa hydraulisessa puristuksessa oleva alapohja, joka on yleensä teräspöydästä hitsattu ja jolla on riittävä jäykkyys ja vakaus. Alhaisemmassa pohjassa on maanpinnan kiinnitettyjä bolttoruolia, joilla hydraulinen puristus voidaan vakauttaa.

3) Hydraulinen sylinteri ja mäntä: Hydraulinen sylinteri on yksi hydraulisen käsikärrypainokoneen (jonka jännittävä kuori on mukana) keskeisistä osista, joka on yleensä asennettu ylävalon ja alapojan väliseen. Hydrauliseen sylinteriin kuuluu sylinterilauta ja mäntä. Suihkulähdellä syntyvä hydraulinen paine ajaa ylävalon liikettä.

4) Hydraulijärjestelmä: Hydraulijärjestelmä on neljäsulkuhydraulisen paineen voimallenne, mukaan lukien hydrauliset pomput, hydrauliset venttiilit, öljyputket ja hallintojärjestelmät jne. Hydraulijärjestelmän tehtävänä on tarjota hydraulinen paine, ohjata hydraulisen sylinterin liikettä ja säädellä painetta.

5) Työpinta: Työpinta on alusta venymisrullapainossa (venymismallineella) työpaltojen asettamista varten. Työpinta voi olla kiinteä tai liukuvainen eri muotoisten ja kokoisien työpaltojen majoittamiseksi, ja venymisluku toteutetaan hydraulisen paineen liikkeen kautta.
6) Turvallisuuslaitteisto: Varmistaakseen käyttäjän turvallisuuden venymisneljäsulkuhydraulinen paine on yleensä varustettu monilla turvallisuuslaitteistoilla, kuten hätäpysäytysnappeja, suojakattoja, turvallisuussensorit jne., välttääkseen onnettomuuksia.

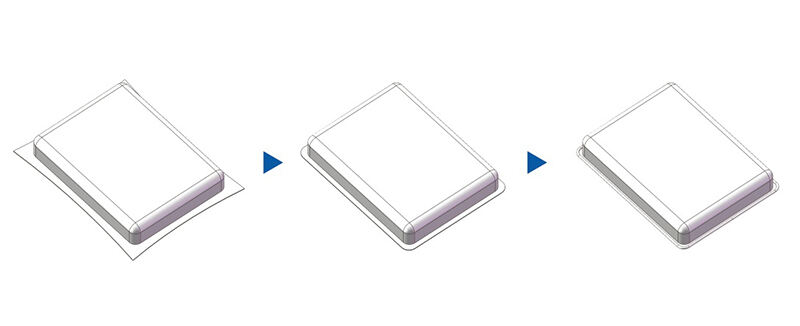
Koripyrin venyttävän muovin pääominaisuudet ovat se, että ylämuovi käyttää kupolimaisetta muovia, joka on samankaltainen koripyrin sisätilan kanssa, ja reuna sekä alamuovi käyttävät reunamuovia ja kaarreluokkaita muoveja, jotka vastaavat koripyrin yläpuolella olevan avauksen ulkopuolta. Sen edut ovat nopea muotoilu, ei vartioita, ei ristikkoja, ei vesivuotoja ja se on vahva ja kestävä.
Koripyrin venyttävä muovi koostuu seuraavista pääosista:
1) Ylämuovi: Ylämuovi on muovin osa, joka vastaa alamuovia. Se sijaitsee yleensä koripyrin yläpuolella ja sitä käytetään paineen ja venyttövoiman soveltamiseen. Ylämuovin muoto ja koko ovat yhteneväiset halutun koripyrin tilan muodon kanssa.
2) Alempi kuoppa: Alempi kuoppa on kuopan osa, joka vastaa yläkuoppaa. Se sijaitsee yleensä kyytimen koplassa, tukee kyytimen koppia ja toteuttaa venymisoperaation liikkuen ylös ja alas. Alempien kuoppien muoto ja koko ovat yhtenevät halutun kyytimen kopin muodon kanssa.
3) Venymekanismi: Venykuoppa on yleensä varustettu tiettyyn venymekanismiin, joka ohjaa liikettä välillä yläkuoppa ja alempi kuoppa sekä soveltaa venylimäärää muuttamaan kyytimen kopin muotoa. Venymekanismi voidaan toteuttaa hydraulisesti, pneumatisesti tai mekaanisesti.
4) Apukomponentit: Lisäksi yläkuoppaan, alempaan kuoppaan ja venymekanismiin kyytimen kopin venykuoppaan voi olla varustettu muita apukomponentteja, kuten kiinnitysvarusteita, ohjauskomponentteja, hallintajärjestelmiä jne., parantaakseen kuopan vakautta ja operaation tarkkuutta.

Erityisen tuotantolaitteen, kyyti-formaavien hydraulisten painojen, suorituskykyedut:
(1) Se käyttää neljän särkyn ohjausstruktuuria, jolla on korkea ohjaustarkkuus ja vahva vastarinta sivuvoimille.
(2) Yksinkertainen rakenne, taloudellinen ja käytännöllinen. Valmistettu 45# kokonaispuolestalosta, jolla on hyvä jäykkyys, vakaus, kestävyys ja korkea tarkkuus.
(3) Kyyti-formaavan hydraulisen paineen pääsylinteri on valmistettu hõyrydesteistä ja tarkkuudessa höydetty, mikä varmistaa korkean luotettavuuden korkeassa paineessa.
(4) Siihen voidaan lisätä CNC-järjestelmä. Venymäprosessin aikana isäntäsylinterin ja alusteho muuttuvat määritetyn alueen sisällä yhdessä levyalueen kanssa (valinnainen).
(5) Hydraulinen paineella on nopea työennakkotoimi ja hidasta mallin profiilinmuodostus, mikä parantaa tuotantotehokkuutta ja mallin käyttöelämää.
(6) Sen voi säätää prosessivaatimuksiin mukauttamalla määritellyn alueen rajoissa: kaksi muovausprosessia, jotka ovat vakion paineella ja kiinteällä matkalla, helposti käyttää.
Pyöräkärpäsen erityistuotantolaitteen hydraulinen paine huoltaminen:
1) Suositellaan käyttämään 32# ja 46# kuljetusvaihtoehtoista hydraulinen öljy työskentelyyn, ja öljyn lämpötila pitäisi olla alueella 15~60 celsiusasteen välillä.
2) Öljyä on sallittu lisätä öljyankaaseen vain jälkeen tiukka suodatus.
3) Työskentely-öljy korvataan vuodessa kerran, ja ensimmäinen vaihto-aika ei saa ylittää kolmea kuukautta.
4) Liuksulle tulisi täyttää usein liumisöljyä, pylvään ilmapiirin näkyvä osa pitäisi pysyä puhtaana aina, ja moottorin öljyä tulisi hymyrtää ennen jokaista työtä.
5) Painemisilmaantekijän tulee kalibroida ja tarkistaa joka kuusi kuukautta.
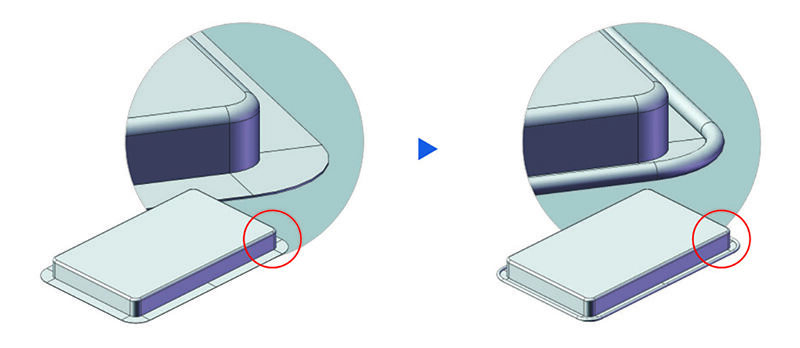
2. Pyöräkärpäsen reunustusprosessi — Profiilisuunnittelu leikkaus- ja rullauskone

Tuotteen ominaisuudet
1) Sopii reunojen leikkaamiseen ja rullaukseen isoille pyöreille tuotteille
2) Laajennettu työasema, sopii laajaan tuoteruutuun
3) Sopii monenlaisille materiaaleille, kuten alumiinille, terälle, makkaraelle jne., vahva soveltuvuus
Tuotteen parametrit:
Syöttöjännite: 380V
Kokonaiskapasiteetti: 4,5 kW
Siirtotapa: kaasumallinen nestemixtuuri
Työnkuljetteen sopiva paksuus: 0.4-1.0mm
Työnkuljetteen sopiva korkeus: 30-300mm
Työnkuljetteen halkaisijan alue: 200-700mm
Laitteen toiminto: profiilin piirittäminen, leikkaaminen, rullaus

3. Ruudun valmistus——Hydraulinen putkien kaarettaja

Hydraulisen putkien kaarettajan ominaisuudet
1) Kone/työkalun dynaamisten ominaisuuksien automaattinen tunnistus → nopea ja hyvä käsittely
2) Korkean nopeuden yksitoiminen hydraulinen putkien kaarettaja, mikrotietokonehallinnalla, useita ohjelmistoja, monikulmaiset asetukset, mikä tekee operaation helpoksi ja kätevän.
3) Kiina- ja englanninkieliset tekstit, ihminen-kone -vuorovaikutus, ohje, puolikas- ja koko kiertokäytäntö voidaan valita vapaasti.
4) Korkealuokkaisia tuontihydraulisia venttiilejä ja sähkökomponentteja käytetään.
5) Varustettu suurkapasiteettisella jäähdytysjärjestelmällä, joka hallitsee tehokkaasti työskentelylämpötilaa.
6) Kokonaiskone on helposti käyttöinen, suorituskyky vakaa, työeffektiivisyys korkea ja turvallisuusaste korkea. Se on ideaalinen laite putkien käsittelyalan käytettäväksi.
7) Käsinkäyttöinen ja puoli-automatinen käyttötapa voidaan valita vapaasti, ja liukuminen jalankiirellä sisältää sekä käynnistys- että hätäpysäyttöfunktion.

Tämän edistyneen tuotantolinjan jokainen vaihe on huolellisesti suunniteltu luodakseen korkealaatuisia raskettaita.

