















































Tärkeä tieto liuskojen suhteen
Kuin henkilö, joka on syvästi mukana alalla, huomaan usein, että shearing blade -kauppojen ymmärtäminen on välttämätöntä koneistoon liittyvän toiminnan optimoimiseksi. Tässä artikkelissa, "Shearing Blades: Essential Facts to Know" (Shearing Blade-katokset: Olennaiset tiedot), tavoitteenani on antaa kriittisiä näkemyksiä näistä keskeisistä komponenteista. Opastan teitä läpi niiden keskeiset piirteet, alkaen suunnittelusta ja materiaalivalinnoista ja päättyen huoltostrategioihin, jotka voivat lisätä ymmärrystänne ja käyttönne shearing blade -katoksista. Riippumatta siitä, oletteko kokenut ammattilainen tai uusiutuja tälle alalle, tämä opas on tarkoitettu auttamaan teitä tekemään järkeviä päätöksiä projekteissanne.
Sisällötila
· Johdanto
· Materialit
· Menettelyt
· Turvallisuusoperaatiot
· Ylläpito
· Sovellukset
Esittely
Leikkauskone käyttää tyypillisesti sekatekoaineistoja, kuten T10, 9CrSI, 6CrW2Si, Cr12MoV, H13 ja erilaisia hopeallevyjä. Nämä koneet löytävät laajaa soveltuvuutta useissa aloissa, mukaan lukien kevyteollisuus, ilmailu, laivasto, metalliteollisuus, mittalaitteisto, sähköasemat, roosteaikaista teräsvalmisteita, terässtruktuurirakentaminen ja koristeiden teollisuus.
Käyttämällä liikkuvaa yläsekkaa yhdessä kiinteän alasekan kanssa leikkauskone harjoittaa leikkausohtoa eri paksuuksia metallilevyjä sopivasti kalustettujen sekan välimatkojen kautta. Tämä toiminta johtaa levyjen erotukseen halutuissa mitoissa. Leikkauskone on tyyppi forsiokone, joka palvelee ensisijaisesti metallin jalostusteollisuutta. Yleisiä leikkauskoneiden luokkauksia ovat pedaalikone (käsinkäynnistetty), mekaaninen, hydraulinen kaarikuori ja hydraulinen jarru -mallit.
Leikkauskoneet käytetään usein suorien reunien tyylipohjien leikittämiseen. Leikkauksen on varmistettava, että leikattujen levyjen pinnat täyttävät vaatimukset suorakulmuudesta ja rinnakkaisuudesta samalla minimoiden levyn vääristymisen, jotta saadaan korkealaatuinen lopputuote.
Materiaali
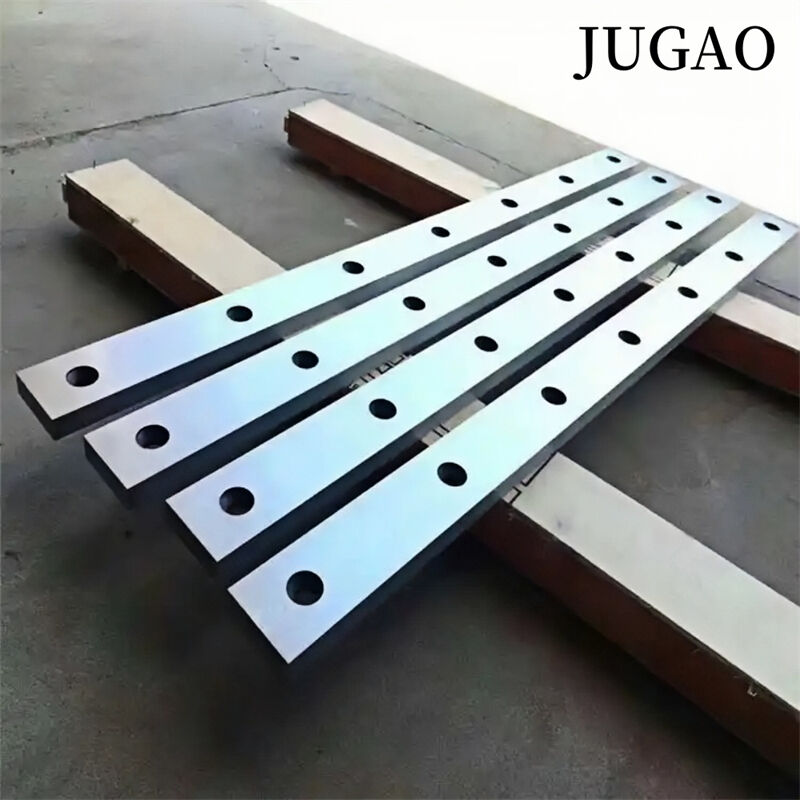
Materiaalien valinta leikkausveistöille kattaa kolme pääluokkaa: hiilisitoslepoja, matalallevyilepoja ja lepositaumia.
1. Hiilisitoslepo: Yleensä hiilisitospuolesta tehdään materiaaleja, kuten 65, 75 teräs, T8, T10 yms. Nämä materiaalit tehtyjä veistoja koskeva kuivatuskova on HRC57-59 asteilla, mikä tekee niistä sopivia alkeellisten matalahiiliteräsarkioiden ja yleisten A3-sarkioiden käsittelyyn. Tämän materiaalin edullisuus ja kohtuullinen tuotteen hinta ovat erityisen etuja kierrätettävien ja jätteiden leikittämisessä.
2. Vähäalisointiainen työkaluvaippa: Yleisesti käytetyt materiaalit vähäalisointiaineksen työkaluvaippa-aloilla ovat 6Crw2sI, Cr5Mo1V, 9CrSi ja Cr12MoV. Nämä vaipat saavuttavat kuivatuskovuuden HRC58-62 asteina, mikä tekee niistä erityisen sopivia noutumaan rostiton teräs, lämpöpilata ja keskisuuret tai paksut levyt.
3. Alisointiainen työkaluvaippa: Alisointiainetyökaluvaipan materiaaleja koostuu sekaannuksista 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13 ja muista. Näiden materiaalien perustuvat vaipat käytetään lämpöpilatettujen teräsloppujen leikkumiseen sekä keskisuureiden ja paksujen teräslevyjen kuumalleikkumiseen. Erityispiirteena on korkea lämpökestävyys ja vähäinen hajoaminen, mikä tekee niistä sopivia kuumapilata- ja kuumaleikkausprosesseihin teraaloinneissa.
Ohjeet
1. Käynnistä jahdin kone useita kertoja tyhjäksi pyörimään varmistaaksesi sen normaalin toiminnan ja suorita kokeiluleikkaus eri paksuuksista, ohukasta paksuun. Varmista, että käyttäjä tuntee hyvin hidasten suorituskyvyn viimeisimmällä hydraulisen gillottinijahdinkoneella.
2. Säädä hidastenväli kokeiluleikkauksen aikana palkin paksuuden mukaan. Hidastenvälin säätämättä jättäminen voi johtaa hidasten kestovoiman heikkenemiseen.
3. Aktivoi paineindikaattorin vaihdin leikkausprosessin aikana ja seuraa öljypaineen lukemusta. Painetta ei saa ylittää 20MPa kun leikataan 12mm palkkia. Etäinen painesäätössyöttö No9 on valmistustyysissä asetettu 20-22MPa; käyttäjiltä vaaditaan noudattamaan tätä asetusta eikä painetta saa korottaa määritellyn rajojen yli välttääkseen koneen vaurioitumisen.
4. Ylläpidä operaation äänensuhteellinen tasapaino. Jos jahdinviimeisimmällä hydraulisen gillottinijahdinkoneella havaitaan melua, lopeta toiminta ja tee tarkastus.
5. Hydraulisen kirvesaukon toiminnassa varmista, että öljytankin enimmäislämpötila pysyy alle 60 astetta Celsius. Jos lämpötila ylittää tämän rajan, koneen tulee olla sammutettuna ja sen tulee saada lepoa.

1. Varmista, että suojavaatteet ovat tiukasti sovituksissa, kiinnitä hiussärkät ja älä avaa takkien reunia. Vältä vaatteiden kantamista, poistamista tai laitamista koneelle välttääksesi hikiä. Turvakorvit ovat pakollisia, ja hiuskiertomaat on pidettävä hattuun; rokot ja housut ovat kiellettyjä.
2. Tämän työkalun käyttäjät täytyy tuntea sen perusrakenne, toiminta ja hydraulisen kirvesaukon käyttö.
3. Tämä konekalu on suunniteltu leikkaamaan erilaisia teräs-, hopea-, alumiini- ja ei-metallisia materiaalipuita, olettaen että materiaalin paksuus ei ylitä koneen nominipakkoa. Materiaaleista ei saa olla kovia jälkiä, laskeuma-, laskeuma sisältöjä tai liitoskohtia, eikä liiallista paksuutta ole sallittua.
4. Ohjeita hydraulisen gillottinleikkuriiden käyttöön:
A. Säädä leikkauskartturan välimatka sopimaan leikattavan materiaalin paksuuteen.
B. Muuta profiilia tai kiinnitystä vastaamaan materiaalin leikattavaa leveutettä.
C. Suorita 1–3 tyhjää siirtoa ennen kuin käytät konetta; leikkaustyötä voidaan aloittaa kun kone toimii normaalisti.
5. Jos havaitset käytön aikana mitään poikkeuksellistä toimintaa, katkaise virrat välittömästi ja tee tarkastus ennen uudelleenkäynnistystä.
6. Kun säätäät konekalua, varmista, että virta on katkaistu. Ole huolellinen käsiensä turvallisuuden osalta siirrettäessä työpalasia.
7. Pitäkää kaikkien konekomponenttien säännöllinen rasitus yllä. Toimittajat tulisi täydentää rasvaa kerran vuorossa, kun taas mekaanikot soveltavat rasvaa vieriville käyrälle osille puolivuosittain.


Huolto
Oikeanlainen huolto veitsen terällä on tärkeää sen elinkaaren pidentämiseksi ja käyttäjän mukavuuden varmistamiseksi. Veitsen terä, joka on eräänlainen valmistuslaitteisto, palvelee ensisijaisesti metallinkäsittelyalaa. Seuraava kohta kuvailee veitsen terän huoltomenetelmiä.
1. Noudattakaa toimintaohjeita tiukasti.
2. Ennen jokaisen konen käynnistystä lisätä rasvaputkiin rasvaa niin kuin rasvaukseluettelossa määrätään. Varmista rasvan olevan puhtaata ja vapaata hiekasta.
3. Puhdista veitsen terät säännöllisesti ja sovit anti-rusty rasva kaikkiin epämaalattuihin alueisiin.
4. Korvaa ja täytä moottorin käyrissä oleva rasva säännöllisesti sekä tarkista sähkökomponentteja säännöllisesti varmistaaksesi normaali, turvallinen ja luotettava toiminta.
5. Tarkista säännöllisesti leikkauskoneen teräksen kolmiopihdit, kahva, nuppia ja painikkeita vaurioiden varalta. Jos teräs näyttää vakavilta käytännöiltä, korvaa se välittömästi ja ilmoita tarpeesta varastoja.
6. Tarkista ja korjaa säännöllisesti vaihdet, vakuutukset ja kahvat varmistaaksesi luotettavan toiminnan.
7. Ruojeile ja puhdista konekalustoa 10 minuuttia ennen jokaisen työpäivän päättymistä.
8. Kieltäydy lupaamattomien henkilöiden käytöstä ja varmista, että kone pysäytetään vain lupatuilta henkilöiltä.
9. Valitse leikkausväli sopivasti laudan paksuuden perusteella.
10. Varmista, että lauta on vapaana saastumasta ja kovista kohteista.
11. Vältä vanhojen laudojen leikkaamista ja liitosviritystä.
12. Älä leikkaa liiallisesti paksuja levyjä, vaan säädä yleensä ylä- ja alaterästen välindeksi.



SOVELLUS
Pienet ja keskikokoiset CNC-leikkaukset käytetään hydraulisiin gilotiini-leikkuriin, hydraulisiin heilu-leikkuriin, mekaanisiin leikkuriin, pedaali-leikkuriin ja muihin ujetteliökalusteisiin. Ne käytetään yleisesti teräslevyn käsittelyssä, kevyessä teollisuudessa, sähkötekniikassa, metalliteollisuudessa, mittalaitteissa, laivankorjauksessa, ilmailussa, rostevapaiden tuotteiden valmistuksessa, teräsraakenteiden rakentamisessa ja dekorointiteollisuudessa. Niihin soveltuu useita tärkeitä aloja, kuten metalliteollisuutta, pakkausta, paperia, painotuotantoa, kartonkipakkausta, puutarha- ja puutuotantoa, kauchukke- ja muovituotantoa, ruokia, elektronisia materiaaleja, laivankorjauksessa, rakentamista ja korjausta, autoteollisuutta sekä kone- ja laitteistoalaa.
Tietoa Gary Olsonista
Töitäessäni kirjoittajana ja toimittajana JUGAO CNC:lle, erikoistun tuottamaan havainnollista ja käytännöllistä sisältöä metallinsuostotyön alalle. Vuosien kokemuksella teknisen kirjoittamisen alalla keskityn tarjoamaan syvällisiä artikkeleita ja opastuksia, jotka auttavat valmistajia, insinöörejä ja ammattilaisia pysymään ajan tasalla uusimmilla innovaatioilla leppijäsennyksessä, mukaan lukien CNC-paineet, hydrauliset paineet, jäännöspainot ja muut.

