ساختار اصلی ماشین فشاربر
۱. معرفی ساختار مکانیکی
دستگاه خمش هیدرولیک اصلأ از یک فراوان، کلیدک، پیشسنج، سیستم هیدرولیک، قالب، گیرنده پشتیبانی، دستگاه حفاظت از امنیت و سیستم برقی تشکیل شده است.

۲. اتصال مکانیکی
(1) اسلایدر بالایی به نردبان پیستون در مجموعههای دو سیلندر متصل شده و از طریق تخته پایین سیلندر روی تختههای جدار چپ و راست پشتیبانی میشود. ریلهای راهنما برای حرکت بالا و پایین اسلایدر وجود دارد. در اتصال بین نردبان پیستون و اسلایدر، یک پد کروی قرار دارد تا اطمینان حاصل شود که نیروی وارد به تیر به صورت منطقی توزیع شده و نردبان پیستون هممرکز باشد.

(2) بر اساس انواع مختلف ماشین اصلی، تیر پایین (میز کار) ماشین فشاردهی که بر اساس نیاز مشتری تولید میشود، دو نوع دارد. یکی نوع تیر تکی است که با برگهای فلزی ثابت شده؛ و دیگری نوع سه تیره با یک سیلندر تعویضی است. پدهای قابل تنظیم در هر دو طرف قرار دارند تا پد و سطح برازش بدن را اصلاح کرده و دقت اصلاح قابل تنظیم باشد.
(3) برای تضمین عملکرد همگام دو استوانه چپ و راست، ابزار ماشین آلات از یک محور چرخش همگام با در臂 و دربر کشیده شده استفاده میکند.

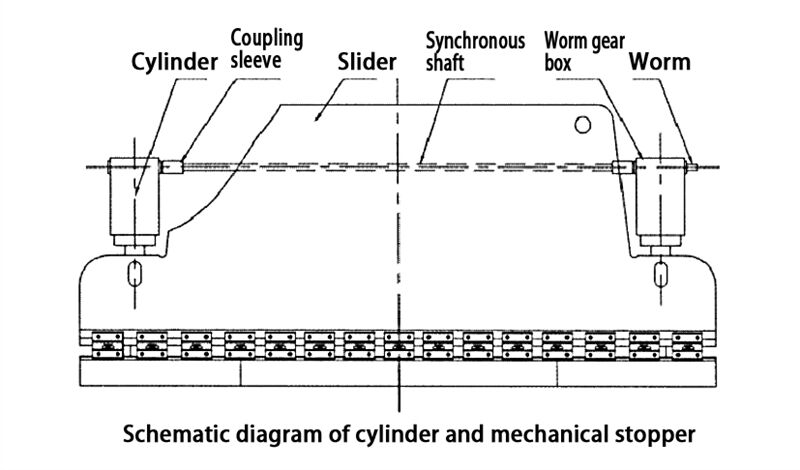
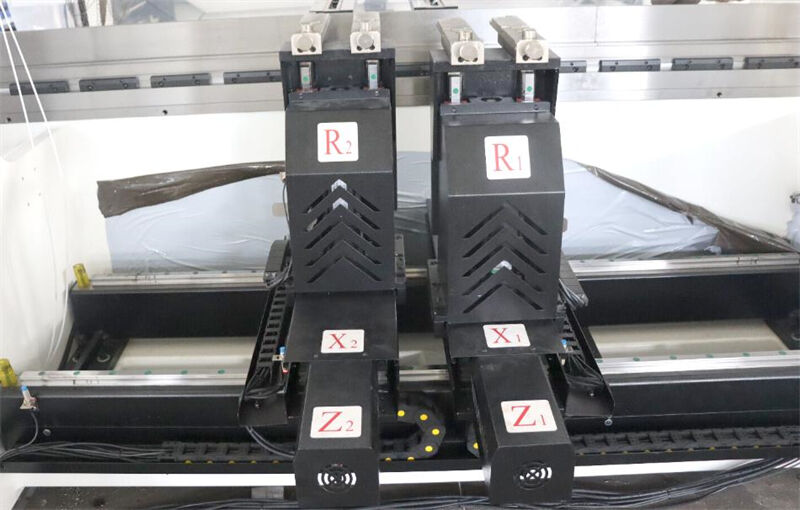
3. بخش لغزشده
بخش لغزشده شامل لغزشده، استوانه و ساختار نظارت دقیق متوقف مکانیکی است. استوانههای چپ و راست روی قاب ثابت شدهاند و پیستون (رود) با فشار هیدرولیک لغزشده را به صورت بالا و پایین حرکت میدهد.

میخ مکانیکی در داخل دو استوانه قرار میگیرد، با ساختار فشرده و تنظیم همزمان از دو طرف. نمودار شماتیک به شرح زیر است. وقتی که لغزشده (بالا) در سمت چپ و راست برابر نباشد، لغزشده را در بالاترین نقطه مرکزی متوقف کنید، پین موقعیتدهی را از جفتبندی حذف کنید، تورم را از هر طرف جعبه دندهی چرمی در استوانههای چپ و راست (جلو یا عقب) بچرخانید و سپس لغزشده را به پایینترین نقطه مرکزی فشار دهید، اندازهگیری و تنظیم کنید (عملیات فوق را تکرار کنید) تا زمانی که لغزشده (قالب بالا) در سمت چپ و راست برابر شود و در نهایت آن را روی جفتبندی نصب و موقعیتدهی کنید.
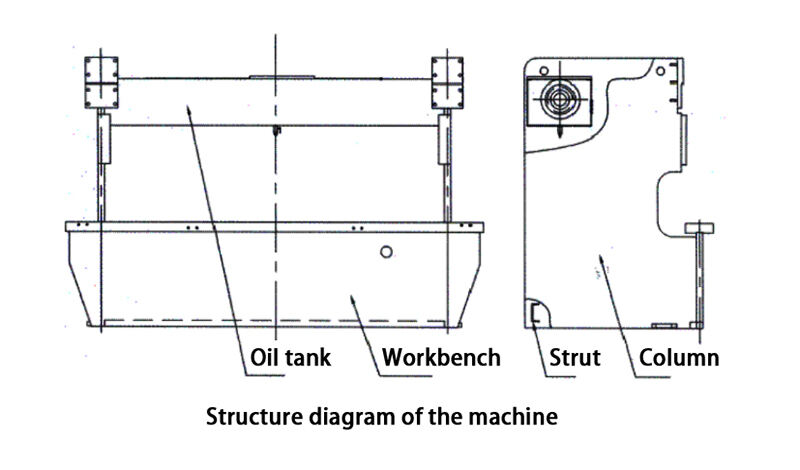
4. قاب
قاب با ستونهای چپ و راست، مخازن روغن و بلوکهای پشتیبانی به صورت یکپارچه درهم و برهم کوبیده میشود و میز کار به قسمت پایین ستونهای چپ و راست چسبیده است.

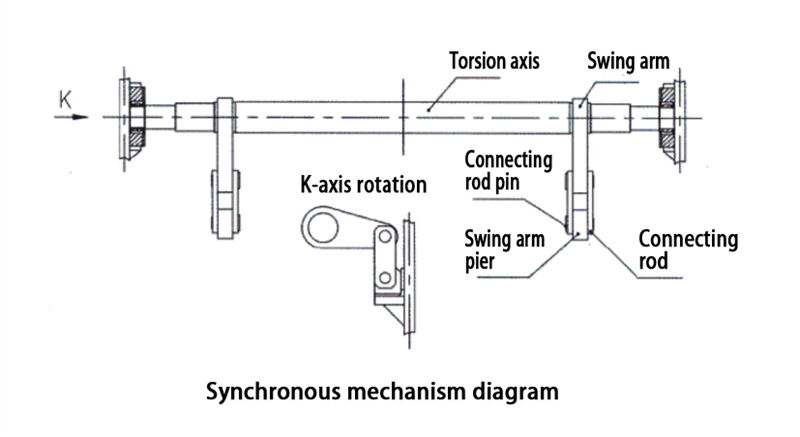
5. مکانیسم همزمان
مکانیسم هماهنگ سازی مکانیکی که از یک تورسیون شافت و یک بازوی نوسانی تشکیل شده، دارای ساختار ساده، عملکرد پایدار و دقت هماهنگی بالا است.

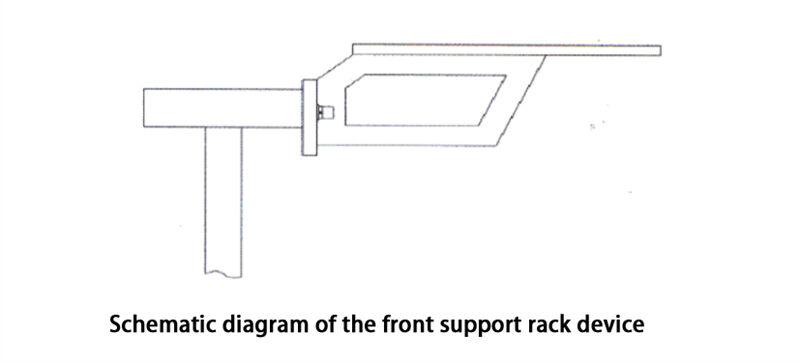
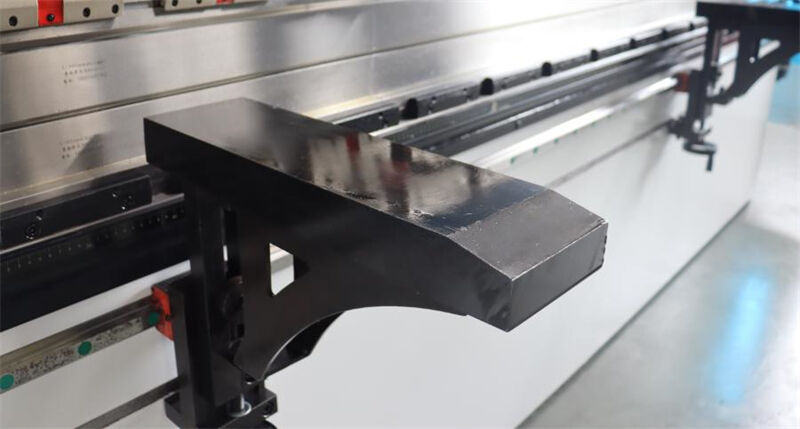
6. دستگاه رف پشتیبانی جلو
دستگاه پشتیبانی جلو برای حمل و نگهداری قطعه کار به کار میرود.
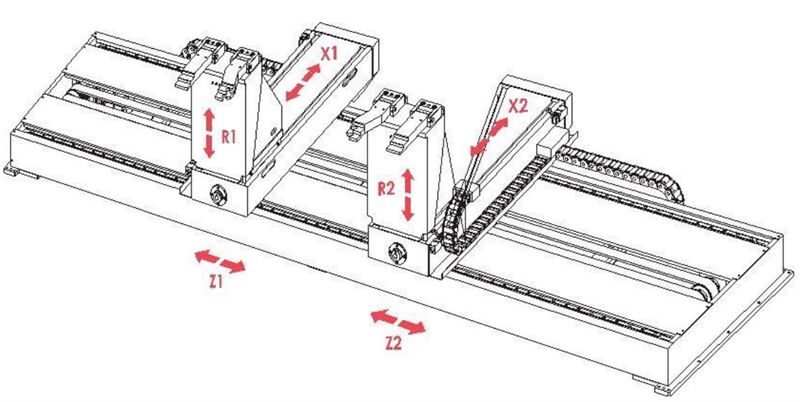
7. خط کش عقب
خط کش عقب یک مؤلفه ارزشمند ماشین آلات است و نقش مهمی در کار فشار دادن واقعی ایفا میکند. در ادامه توضیحاتی درباره خط کش عقب آورده شده است: این دستگاه با فشار دکمه روی پنل عملیاتی کنترل میشود و موتور آن را به حرکت جلو و عقب درآورده میکند.

ماشین فربری 8.
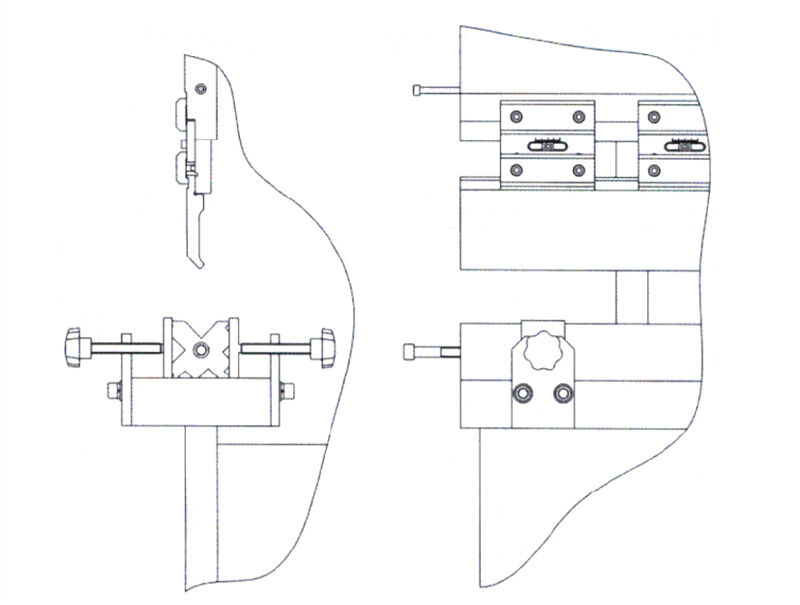
بالاترین قالب روی اسلاید نصب شده و با یک تابلو اتصال و یک فشارپذیر ثابت شده است. قالب بالا مجهز به مکانیسم تنظیم دقیق است که به صورت مایل به سمت چپ و راست حرکت میکند و برای تنظیم دقیق جبران بالا و پایین قالب بالا برای تضمین دقت قطعه کاری خمش استفاده میشود.
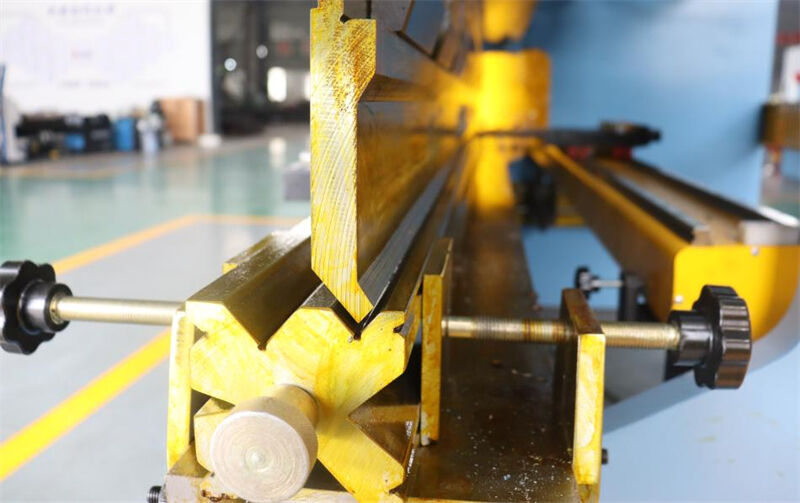
قالب پایین روی میز کار نصب شده است. دسته چرخان میتواند قالب پایین را به جلو و عقب حرکت دهد تا مرکز شفره قالب بالا را هممرکز کند.

نصب قالب
الف. نصب و حذف قالب باید توسط افراد آموزشدیده و مجاز و به طور صریح با رعایت مشخصات برقی انجام شود.
ب. اسلایدرا به موقعیت TOP DEAD CENTER مناسب بر اساس ارتفاع قالب انتخابی تنظیم کنید.
ج. هنگام نصب قالب، باید Pompe روغن را خاموش کرد و ماشین آلات را شروع نکرد.
د. مواد خارجی، لبههای تیز و فلاش را از قالب و سطح نصب قالب حذف کنید.
ه. ابتدا قالب بالا را نصب کنید، سپس قالب پایین.
و. پس از نصب قالب، توجه داشته باشید که مسامیر را محکم بند کنید.
ج. پس از نصب ماشین آلات، Pompe روغن را فعال کنید تا اسلایدر به سمت پایین حرکت کند و آن را در موقعیت مناسب مورد نیاز کنترل کنید. بررسی کنید که آیا قالبهای بالا و پایین هممرکز هستند یا خیر؛ یعنی آیا فواصل دو طرف قالب بالا در حفره V برابر هستند یا خیر. اگر خیر، قالب پایین را تنظیم کنید و آن را ثابت کرده، سپس ماشین آلات را به مرکز مردودی بالا بازگردانید. (یادداشت: فاصله بین قالبهای بالا و پایین را بزرگتر از ضخامت صفحه قابل جمعآوری نگه دارید.)
ه. ذوزنقه مورب را تنظیم کنید تا سطح پایین قالب بالا قابل تنظیم باشد و کوچکترین خطا در زاویه خمش طی طول کل خمش به دست آید. برای دستیابی به اثر خمش مناسب، ذوزنقه مورب میتواند بر اساس نتیجه واقعی خمش نمونه دوباره تنظیم شود. اگر زاویه واقعی خمش در این نقطه بزرگتر از حد مجاز باشد، سطح پایین قالب در این نقطه باید به سمت پایین تنظیم شود، یعنی مهره فیکسیون را شل کرده و ذوزنقه را به سمت چپ حرکت دهید. پس از تنظیم، مهره را محکم کنید. در غیر این صورت، سطح پایین قالب را به سمت بالا تنظیم کنید، یعنی ذوزنقه را به سمت راست حرکت دهید.

(3) مواردی که باید در هنگام استفاده از قالب توجه شود:
الف. چک کردن مهرههای فیکسیون قالب به طور منظم
ب. در هنگام جایگزینی قالب دقت کنید و قالب را به طور ملایم روی گیرنده قالب کنار ماشین آلات قرار دهید تا از آسیبرسیدگی جلوگیری کنید.
ج. هر قالب ظرفیت بار حداکثر خود را دارد و اجازه دادن به بارگذاری بیش از حد و خمش ندارد.
د. هنگامی که برای مدت زمان طولانی یا متوقف استفاده نمیشود، قالب بالا باید درون گره V قالب پایین فرود آید، با تماس با قالب پایین یا روی یک تخته صاف قرار گیرد.
ه. هنگامی که قالب در حال استفاده نیست، برای حفاظت از چاقوی قالب، میتوان آن را روی یک تخته چوبی یا پوسته رubber قرار داد و سطح قالب را گرده زد.
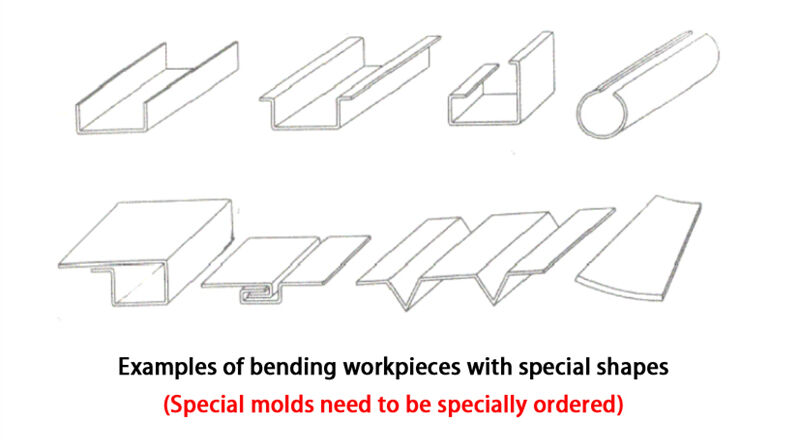
(4) میتوان قطعات زیر را جمع کرد