















































Ajuste isométrico gratuito de moldes de plegadora

Ajuste de altura igual libre (ajuste previo de la altura del molde)
Propósito: Garantizar que los moldes superior e inferior sean de la misma altura en estado libre, para evitar errores de doblado o daños en el molde causados por fuerzas desiguales.
1. Preparación
Apagar la energía del equipo, instalar los moldes superior e inferior y fijarlos preliminarmente.

Limpie el aceite u otras sustancias extrañas en la superficie del molde y asegúrese de que la superficie de contacto sea plana.
2. Ajuste manual de la altura
Retire los moldes superiores de los lados izquierdo y derecho.

Utilice un micrómetro o un detector láser para medir la altura de los puntos clave de los moldes superior e inferior (generalmente las cuatro esquinas y el centro).

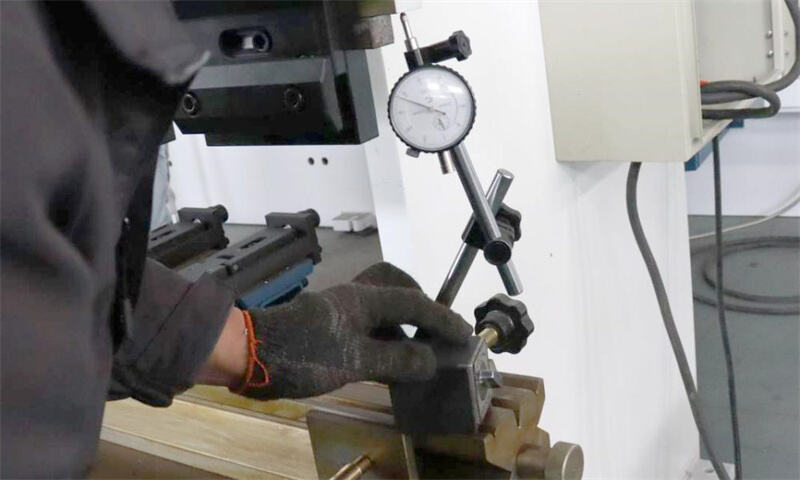
Ajustando manualmente los tornillos (o arandelas) de igualdad de altura en la base del molde, el error de altura de cada punto de medición de los moldes superior e inferior debe ser ≤0.02mm.


Después de ajustar el tornillo, vuelve a probar para evitar desviaciones causadas por aflojamiento.
3. Verificar libertad y altura
Gire la máquina manualmente para observar si los moldes superior e inferior entran en contacto uniforme al cerrarse.
Usa un calibrador para verificar el espacio del molde después de cerrarlo para asegurarte de que no hay sobretensión o espacios locales.

Precauciones
1. Operación segura: Asegúrese de apagar la energía antes de realizar ajustes y use guantes y gafas de protección.
2. Selección de herramientas: Se prefieren herramientas de medición de alta precisión (como micrómetros, detectores láser).
3. Verificación paso a paso: Cada paso de ajuste debe ser verificado mediante plegado de prueba para evitar errores acumulativos.
4. Diferencias de equipo: Distintos modelos de máquinas de doblado pueden utilizar métodos de compensación mecánica/hidráulica, lo cual requiere consultar el manual del equipo para realizar el ajuste.
Mediante el ajuste sistemático de los pasos anteriores, se puede mejorar significativamente la precisión del doblado (error angular ≤ 0.5°) y la vida útil del molde, además de reducir el desperdicio de material y las pérdidas de equipo. En la operación práctica, es necesario actuar con flexibilidad basándose en la experiencia, por ejemplo, para chapas gruesas o materiales de alta resistencia, la cantidad de compensación de presión debe aumentarse adecuadamente.

