















































Χαρακτηριστικά διάφορα μεταξύ της κατακύλισης πλαισίων με 3 κατακυλιστές και της κατακύλισης πλαισίων με 4 κατακυλιστές
Κατά τη διάρκεια της περιόδου εργασίας μου με ρολούντες μηχανέματα πλακών, έχω συναντήσει συχνά συζητήσεις σχετικά με τη σύγκριση μεταξύ ρολούντες μηχανέματα πλακών με 3 καταπτέρωτες και ρολούντες μηχανέματα πλακών με 4 καταπτέρωτες. Κάθε εκδοχή παρουσιάζει διαφορετικές προβολές και είναι σχεδιασμένη για διάφορες εφαρμογές στον τομέα της κατασκευής μετάλλων. Είναι απαραίτητο να καταλάβετε τις διαφορές μεταξύ ενός ρολούντες μηχανέματος πλακών με 3 καταπτέρωτες και ενός με 4 καταπτέρωτες, ώστε να εξασφαλιστεί η επιλογή της κατάλληλης εξοπλισμού για συγκεκριμένα έργα. Με την πάροδο του χρόνου, έχω αποκτήσει μια ευρεία κατανόηση των αρχών λειτουργίας τους, των μετρικών αποτελεσματικότητας και της ποιότητας των καμπών που παράγουν. Σε αυτή την έκθεση, θα αναλύσω αυτές τις διαφορές, βοηθώντας έτσι στη λήψη ενημερωμένων αποφάσεων για τις ανάγκες ρολούντες πλακών σας.
Μια μηχανή κατακύρτωσης πλακών είναι είδος απόγευσης μηχανών και εξοπλισμού που κάνει καμπύλες μη μεταλλικές πλάκες σε κωνικές, σφαιρικές, κυλινδρικές ή άλλες γεωμετρικές σχήματα. Αυτή η μηχανή χρησιμοποιείται εκτεταμένα στην παραγωγή αγαθών, βοϊοτόμων, συστημάτων ατμού, χημικών βιομηχανιών, μη μεταλλικών κατασκευών και μηχανικής μηχανικής, μεταξύ άλλων τομέων. Η ποικιλία των μηχανών κατακύρτωσης είναι λόγω των διαφόρων εφαρμογών τους σε διάφορους τομείς.
Οι μηχανές κατακύρτωσης πλακών κατατάσσονται βάσει του αριθμού των κατακυρτωτών, που οδηγεί στην κατάταξη σε τύπους 3-κατακυρτωτών και 4-κατακυρτωτών. Μια κοινή λανθασμένη άποψη είναι ότι η βασική διαφορά μεταξύ των δύο είναι απλώς ο πρόσθετος κατακυρτωτής στην μηχανή τεσσάρων κατακυρτωτών. Ως εκ τούτου, μερικοί άνθρωποι, όταν κάνουν αγορά, λανθασμένα πιστεύουν ότι η μηχανή τεσσάρων κατακυρτωτών είναι καλύτερη λόγω του πρόσθετου κατακυρτωτή. Ωστόσο, αυτή η οπτική είναι λανθασμένη, καθώς οι δύο μηχανές έχουν σημαντικές διαφορές.
Χαρακτηριστικά Διάφορα Μεταξύ Ρολοβαθμών με 3 και 4 Κυλίνδρους
Κατασκευαστική Αισθητική
Ο ρολοβαθμός με τρεις κυλίνδρους είναι οπλισμένος με τρεις κυλίνδρους, ενώ ο ρολοβαθμός με τέσσερις κυλίνδρους περιλαμβάνει τέσσερις. Πέρα από αυτήν τη βασική διαφορά, ο ρολοβαθμός με τρεις κυλίνδρους παρουσιάζει μια πιο απλή και χρησιμοποιητική αισθητική. Αντιθέτως, ο ρολοβαθμός με τέσσερις κυλίνδρους, που ενσωματώνει τεχνολογία υδραυλικού CNC, καυχάται μιας πιο λεπτομερούς και χαριτωμένης εμφάνισης. Η προσοχή στις λεπτομέρειες στον σχεδιασμό του δεν μόνο βελτιώνει την ακρίβεια επεξεργασίας αλλά συνεισφέρει επίσης σε μια βελτιωμένη εμπειρία χρήσης.


Δομή μηχανής
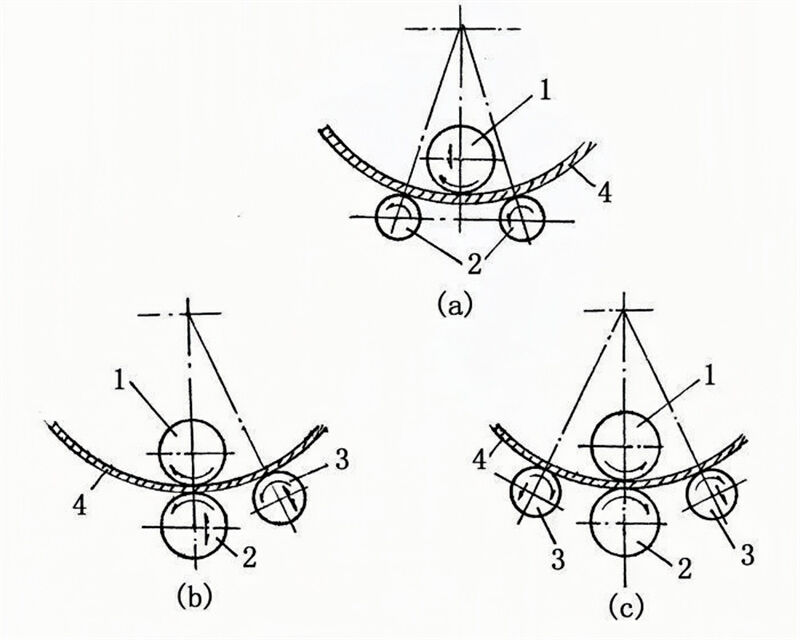
Η μηχανική μηχανή συμπύρνησης με τρεις κύλινδρους κατατάσσεται σε δύο τύπους: τη μηχανή συμπύρνησης με τρεις συμμετρικούς κύλινδρους και τη μηχανή συμπύρνησης με τρεις ασύμμετρους κύλινδρους. Στη μηχανή συμπύρνησης με τρεις συμμετρικούς κύλινδρους, ένας κύλινδρος είναι θέτει πάνω, ενώ οι υπόλοιποι δύο κύλινδροι είναι συμμετρικά διατεταγμένοι κάτω. Αντιθέτως, η μηχανή συμπύρνησης με τρεις ασύμμετρους κύλινδρους περιλαμβάνει μια ασύμμετρη διάταξη, όπου ένα πλευρά αποτελείται από δύο κύλινδρους, ενώ το άλλο πλευρά έχει έναν μόνο κύλινδρο.
Η διαφορά από την πλάτης κατακυρτωτική μηχανή με τέσσερις κύλινδρους βρίσκεται στην κύρια οδηγική της μηχανής, η οποία είναι συνδεδεμένη με τους ανώτερους κύλινδρους μέσω μειωτήρα και διαβαθμίστροφου συνδεσμού για να παρέχει ροπή για την κατακυρτωμένη πλάτη. Οι κάτω κύλινδροι σχεδιάζονται για κάθετη κίνηση και είναι συνδεδεμένοι μέσω μειωτήρα ελικοειδούς (ή κονικού οδηγού) για να επιτρέψουν την κράτηση της πλάτης, επιτρέποντας έτσι μηχανική μεταφορά. Επιπλέον, οι πλευρικοί κύλινδροι βρίσκονται σε κάθε πλευρά των κάτω κυλίνδρων και μπορούν να κινούνται προσαρμοστικά κατά μήκος της ράκης, κινούμενοι από φιλάμενο ελικοειδούς (ή κονικού οδηγού). Η πλάτης κατακυρτωτική μηχανή με τέσσερις κύλινδρους έχει δύο κύλινδρους στην κορυφή και δύο στον πάτο, με όλους τους τέσσερις εργασιακούς κύλινδρους να είναι οπλισμένοι με δυναμικά αξονόπτερα.
Ωστόσο, η διαφορά στον αριθμό των κυλίνδρων οδηγεί σε διαφορετικούς μηχανισμούς βήματος μεταξύ των πλάτης κατακυρτωτικών μηχανών με τρεις και τέσσερις κύλινδρους.
Τύπος επεξεργασίας
Η μηχανή κατεύθυνσης πλάκων με τρεις κύλινδρους έχει την ικανότητα να παράγει κυλινδρικές και κοίλες μετάλλινες πλάκες. Η λειτουργία της περιλαμβάνει την κάθετη κίνηση των δύο κάτω κυλίνδρων, οι οποίοι είναι κεντρικά και συμμετρικά θέσεις. Αυτή η κάθετη κίνηση επιτυγχάνεται μέσω μιας βίτας και μιας μηχανής χαράδρας. Η περιστροφή των κάτω κυλίνδρων δυναμώνεται από έναν μοτόρα, και η ροπή μεταφέρεται στην κατευθυνόμενη πλάκα μέσω της συμπτυξης του ουράνιου τούρλου του κιβώτιου ταχυτήτων με τον κύλινδρο των κάτω πλακών. Τα άκρα των πλακών απαιτούν προ-καμπύλωση, η οποία μπορεί να επιτευχθεί με τη βοήθεια επιπλέον εξισοποίησης.
Η μηχανή κατεύθυνσης πλάκων με τέσσερις κύλινδρους σχεδιάστηκε για την καμπύλωση και τη μορφοποίηση μετάλλινων πλακών. Είναι σε θέση να παράγει κυλινδρικά, κοίλα και κωνικά στοιχεία σε καθορισμένο διαστατικό φάσμα. Αυτή η μηχανή περιλαμβάνει επίσης μια λειτουργία προ-καμπύλωσης για τα άκρα των πλακών, που αποτυπώνει ελάχιστες κατεύθυνσης άκρων, και μπορεί να επιπλήσσει προσεγγιστικά τις μετάλλινες πλάκες.

Βαθμός αυτοματοποίησης
Η μηχανή κατεύθυνσης με τρεις κολόνες διαθέτει σύστημα ελέγχου με βάση κουμπιά, ενώ η μηχανή κατεύθυνσης με τέσσερις κολόνες είναι οπλισμένη με διεπαφή αγγίσματος και ένα σύστημα CNC που επιτρέπει προγραμματιζόμενες λειτουργίες. Ο ψηφιακός έλεγχος επιτρέπει τη διαδικασία μορφοποίησης μιας κολόνας, με δυνατότητα αγγίσματος για οπτική εισαγωγή, επεξεργασία βημάτων εργασίας και αποθήκευση μέχρι 500 συνόλων δεδομένων. Ένα ηλεκτρονικό σύστημα ισορροπίας, ολοκληρωμένο με EPS, εξασφαλίζει ότι η κίνηση της κολόνας παραμένει παράλληλη μέσα σε υπολογιστική ακρίβεια 0,15 mm. Το σύστημα υποστηρίζει ανθρώπινη-μηχανική αλληλεπίδραση, αυτόματη ανίχνευση σφαλμάτων και ειδική αναγνώριση λαθών κατά τη λειτουργία. Οι κυλινδρικές κολόνες παρουσιάζουν άριστη γεωμετρική στρογγυλότητα και υψηλή ευθεία. Όλες οι κινήσεις είναι υδραυλικά κινητοποιημένες.
Οι κατσαρίδες σχεδιάζονται για να κινούνται σε ευθείες γραμμές μέσα σε οδηγούς ράλει, επιτρέποντας μικρότερη απόσταση κέντρου μεταξύ των δύο πλευρών των κατσαρίδων για να επιτευχθεί ακριβής ακρίβεια κατακύλισης. Το δυνατό φράμα, που είναι από μαλακό υλικό και μπορεί να φιλοξενήσει κατσαρίδες μεσαίου έως μεγάλου μεγέθους, ψυχρανίζεται ως μια μονάδα για να αφαιρεθεί ο τόνος και να προληφθεί η μεταμόρφωση. Οι κατσαρίδες κατασκευάζονται ως μια μοναδική μονάδα, υποβάλλονται σε διαδικασία σκληροποίησης και είναι συμβατές με τόσο χειροκίνητο όσο και αυτόματο τρόπο λειτουργίας.


Μέθοδος Αποφόρτωσης
Οι τρεις κατσαρίδες απαιτούν χειροκίνητη Απεγκατάσταση, επιβάλλοντας τη χειροκίνητη Απεγκατάσταση του εργαστήνου αντικειμένου. Σε αντίθεση, οι τέσσερις κατσαρίδες είναι εξοπλισμένες με κουμπιά ελέγχου, επιτρέποντας μια εύκολη και γρήγορη διαδικασία Απεγκατάστασης, η οποία είναι σημαντικά ταχύτερη από εκείνη των τριών κατσαρίδων.

Τύπος Κίνησης Κατσαρίδων
Η μη συμμετρική μηχανή κατακαμπύλωσης πιάτων με τρεις κύλινδρους περιλαμβάνει έναν επάνω κύλινδρο που λειτουργεί ως κύριο μηχανισμό προπέλσης. Ο κάτω κύλινδρος μπορεί να κινείται κατακόρυφα για να κρατήσει το πιάτο, και συνδέεται με το δόντιο του επάνω κυλίνδρου για να επιτρέψει την κύρια λειτουργία προπέλσης. Ο πλευρικός κύλινδρος σχεδιάζεται για κλινούς και ανύψωση, παρέχοντας ικανότητες προ-καμπύλωσης και γύρισης. Αντιθέτως, η συμμετρική μηχανή κατακαμπύλωσης πιάτων με τρεις κύλινδρους θέτει τους επάνω κύλινδρους συμμετρικά πάνω από τους δύο κάτω κύλινδρους, οι οποίοι εκτελούν κατακόρυφες κινήσεις ανύψωσης μέσω μηχανισμών χελιδονιού και κεντρικού ελαφριού. Οι δύο κάτω κύλινδροι είναι υπεύθυνοι για περιστροφικές κινήσεις, προκειμένου να κινούνται από το δόντιο εξόδου του μειωτήρα που συνδέεται με το δόντιο του κάτω κυλίνδρου για να παράγει το απαραίτητο προβλητικό ροπής για την κατακαμπύλωση του πιάτου.
Και οι δύο τύποι λειτουργούν με βάση την αρχή του τριών σημείων του σταθερού κύκλου, η οποία εξυπηρετεί κυλινδρικά συστήματα με διαφορετικές ακτίνες. Ωστόσο, η πλάτης κυλινδρικής μηχανής με τέσσερις κυλίνδρους προσφέρει υπεριορεμένες δυνατότητες στην προ-καμπύλωση άμεσων άκρων και στην επίτευξη πιο ακριβούς καλειβρούσας της κυκλικής μορφής σε σύγκριση με τον αντίστοιχο τριών κυλίνδρων.
Λειτουργικό καθεστώς
Η πλειοψηφία των μηχανών κυλινδρικής πλάτης με τρεις κύλινδρους είναι μηχανική φύσης· ωστόσο, υπάρχουν επίσης υδραυλικές μηχανές κυλινδρικής πλάτης. Είναι σημαντικό να σημειωθεί ότι όλες οι μηχανές κυλινδρικής πλάτης με τέσσερις κύλινδρους είναι υδραυλικού τύπου. Η μηχανική μηχανή κυλινδρικής πλάτης με τρεις συμμετρικούς κύλινδρους έχει μια δομική σχεδίαση όπου ο επάνω κύλινδρος βρίσκεται σε συμμετρική θέση μεταξύ των δύο κάτω κυλίνδρων. Αυτός ο επάνω κύλινδρος εκτελεί κινήσεις καταβολής με κάθετα κινούμενα μέσω μεταδόσεως κονικών οδόντων, οδηγούμενος από τον κύριο μειωτή με μονοσταδιακά οδόντια. Οι δύο κάτω κύλινδροι περιστρέφονται μέσω διασύνδεσης με οδόντια, υποστηριζόμενοι από τον κύριο μειωτή, για να παρέχουν το απαραίτητο ποσοστό τwρκιμέν.
Τα επιπέδα μετάλλευματος επεξεργάζονται μέσω των τριών εργαστικών κύλινδρων—δύο κάτω κύλινδροι και ένας πάνω κύλινδρος—όπου ο πάνω κύλινδρος ασκεί κάθετη πίεση προς τα κάτω και οι κάτω κύλινδροι περιστρέφονται. Αυτή η δράση υποβάλλει το επίπεδο μετάλλευμα σε πολλά συνεχή καμπύλες, που αποτελούν την παραμόνα πλαστική μετασχηματισμό και μορφοποιούν το μετάλλευμα στην επιθυμητή κυλινδρική, κωνική ή άλλη διατυπωμένη μορφή. Ένα μειονέκτημα της μηχανικής μηχανής κατακύλισης πλακών με τρεις κύλινδρους είναι ότι τα άκρα της πλάκας απαιτούν προ-καμπυλοποίηση με επιπλέον εξοπλισμό.
Η υδραυλική μηχανή κατακύλισης πλακών με τρεις συμμετρικούς κύλινδρους χρησιμοποιεί επίσης μια συμμετρική δομή με τρεις κύλινδρους. Σε αυτήν την σχεδίαση, ο πάνω κύλινδρος βρίσκεται συμμετρικά μεταξύ των δύο κάτω κυλίνδρων και είναι σε θέση να κάνει κάθετες ανυψώσεις μέσω της δράσης του υδραυλικού λιβάδιου μέσα στο υδραυλικό κύλινδρο. Οι δύο κάτω κύλινδροι κινούνται για να περιστρέφονται μέσω του τελικού οδοντιού του κυρίως μειωτή, παρέχοντας έτσι το ροπή για την διαδικασία κατακύλισης.
Τα πλάτη μετάλλου επεξεργάζονται μέσω των τριών εργασιακών κυλίνδρων—δύο κάτω και ένας πάνω κύλινδρος—όπου ο πάνω κύλινδρος ασκεί κάθετη πίεση και οι κάτω κύλινδροι περιστρέφονται. Αυτή η δράση υποβάλλει το πλάτος μετάλλου σε πολλά συνεχή καμπύλες, που αποβαίνουν σε μόνιμη πλαστική τροπική καμπύλη και σχηματίζουν το πλάτος στην επιθυμητή κυλινδρική, κωνική ή άλλη διατυπωμένη μορφή. Ένα μειονέκτημα της υδραυλικής μηχανής κυλισμού με τρεις συμμετρικούς κύλινδρους είναι ότι τα άκρα του πλάτους απαιτούν προ-καμπύλωση με επιπλέον εξοπλισμό. Αυτή η τύπος μηχανής είναι ειδικά προσαρμοσμένη για την κυλισμού πλάτων με επάρσεια πάνω από 50 mm. Η σχεδιασμός της μεγάλης μηχανής κυλισμού περιλαμβάνει μια προσθετική σειρά σταθερών κυλίνδρων στους δύο κάτω κύλινδρους, που μειώνει την απόσταση μεταξύ τους. Αυτή η τροποποίηση ενισχύει την ακρίβεια του κυλισμένου εργασιακού τμήματος και την συνολική απόδοση της μηχανής.
Η πλάτη με τέσσερις καταπτύσσοντες ρόλους είναι υδραυλικού τύπου, όπου ο ανώτερος ρόλος λειτουργεί ως κύριος έλεγχος. Παρέχει ροπή στην πλάτη μέσω του οξυδόντα φόρτισης που συνδέεται με τον οξυδόντα του ανώτερου ρόλου. Ο κάτω ρόλος έχει τη δυνατότητα κατακόρυφων κινήσεων ανύψωσης, οδηγούμενος από υδραυλικό ελαίο που δρα στον πιστόνα μέσα στο υδραυλικό κύλινδρο για να κρατήσει την πλάτη. Επιπλέον, οι πλευρικοί ρόλοι στα δύο μέρη του κάτω ρόλου είναι σχεδιασμένοι για κλινοειδείς κινήσεις κατά μήκος της ράκης, μεταφερόμενες μέσω ενός μαύρου ελικοειδούς θρόνου. Το πλεονέκτημα της μηχανής βρίσκεται στην ικανότητά της να εκτελεί προ-καμπύλωση και γύρισμα των άκρων της πλάτης στην ίδια συσκευή.

Αποτελεσματικότητα εργασίας
Η αποτελεσματικότητα των μηχανών κατακυρτώσεως πλαισίων με τρεις κύλινδρους είναι συχνά χαμηλότερη λόγω της μηχανικής φύσης του εξαρτήματος και της ανάγκης για χειροκίνητη εμπλοκή σε διάφορες διαδικασίες, που ως αποτέλεσμα μειώνει τη συνολική παραγωγικότητα. Αντιθέτως, οι μηχανές κατακυρτώσεως με τέσσερις κύλινδρους, που είναι οπλισμένες με υδραυλικά συστήματα και τεχνολογία CNC (Computer Numerical Control), εμφανίζουν σημαντικά υψηλότερη αποτελεσματικότητα επεξεργασίας κινητήρων και, κατά συνέπεια, καλύτερη συνολική εργασιακή αποτελεσματικότητα. Το ρυθμός παραγωγής εργασιακών σωμάτων από τις μηχανές με τέσσερις κύλινδρους είναι επίσης σημαντικά μεγαλύτερος από αυτόν των αντιστοίχων με τρεις κύλινδρους.
Ακρίβεια επεξεργασίας
Η ακρίβεια επεξεργασίας της μηχανής κατακυρτώσεως με τρεις κύλινδρους είναι γενικά ικανοποιητικη και ικανή να καλύψει τις βασικές απαιτήσεις της πλειοψηφίας των εγκαταστάσεων παραγωγής· η ακρίβεια επεξεργασίας της μηχανής κατακυρτώσεως με τέσσερις κύλινδρους είναι καλύτερη, επιτρέποντας την παραγωγή κωνων και άλλων ειδικών σχημάτων εργασιακών σωμάτων.


Σύγκριση τιμών
Όταν συγκρίνουμε μοντέλα, είναι ξεκάθαρο ότι το κόστος μιας μηχανής καταδιπλώσεως με τρεις κύλινδρους είναι συνήθως λιγότερο από αυτό μιας μηχανής καταδιπλώσεως με τέσσερις κύλινδρους. Αυτή η διαφορά προέρχεται από το γεγονός ότι η ακρίβεια και η αποτελεσματικότητα μιας μηχανής καταδιπλώσεως με τρεις κύλινδρους είναι γενικά χειρότερη από εκείνη μιας μηχανής καταδιπλώσεως με τέσσερις κύλινδρους. Εάν η συχνότητα χρήσης της μηχανής είναι σχετικά χαμηλή και οι απαιτήσεις ακρίβειας για το εργασιακό αντικείμενο δεν είναι αυστηρές, η επιλογή της φθηνότερης μηχανής καταδιπλώσεως με τρεις κύλινδρους μπορεί να είναι σύμβουλη. Αντιθέτως, εάν οι προδιαγραφές του προϊόντος απαιτούν υψηλότερο επίπεδο ακρίβειας, η μηχανή καταδιπλώσεως με τέσσερις κύλινδρους, παρά το υψηλότερο κόστος, παρουσιάζει μια πιο οικονομικά βιώσιμη επιλογή.

Οι κατασκευαστικές μηχανές διαθέτουν μια ευρύτερη παλλάτα μοντέλων, κάθε ένα με διαφορετική δομική σύνθεση και δυνατότητες επιδόσεων. Οι προσδόκιμοι αγοραστές κατασκευαστικών μηχανών θα πρέπει να προσπαθήσουν να κατανοήσουν τις διαφορές μεταξύ αυτών των μοντέλων. Είναι κρίσιμο να εξαλειφθούν οι λανθασμένες αντιλήψεις κατά τη διάρκεια της διαδικασίας αγοράς. Η αποτυχία να το κάνει αυτό μπορεί να οδηγήσει στην αγορά μιας μηχανής που δεν καταφέρνει να καλύψει τις λειτουργικές ανάγκες του, εμποδίζοντας έτσι την αποτελεσματική χρήση της και προκαλώντας διάφορα προβλήματα στην εργασιακή ροή.
Σχετικά με τον Gary Olson
Ως ειδικός συγγραφέας και επεξεργαστής για το JUGAO CNC, ειδικεύομαι στην παρουσίαση επιστημονικών και πρακτικών περιεχομένων που είναι επιτailored για τη βιομηχανία μεταλλευσίας. Με χρόνια εμπειρίας στην τεχνική γραφή, επικεντρώνομαι στην παροχή αναλυτικών άρθρων και διδακτικών που βοηθούν τους κατασκευαστές, μηχανικούς και επαγγελματίες να παραμένουν ενημερωμένοι για τις τελευταίες καινοτομίες στην επεξεργασία φύλλων μετάλλων, συμπεριλαμβανομένων των CNC press brakes, υδραυλικών πιέσεων, μηχανών κοπής και άλλων.

