















































T15 Bøjemaskine driftshåndbog
Kapitel 1 Oversigt
1.1 Hovedgrænseflade
Efter at systemets tænding og opstart er gennemført, går det til hovedsiden, som vist i figur .

1. På venstre side er der funktionssøjen, herunder venstre og højre knap  niveau login-knap
niveau login-knap  , statusvisningsknap
, statusvisningsknap  , menuknap
, menuknap  og systemets dato- og tidsanvisning.
og systemets dato- og tidsanvisning.
2. Klik på login for strømniveau og indtast din brugernavn og adgangskode, før du går ind i det højere strømniveau og kan se mere af siden.
3. Menulinje: Dette system er opdelt i 6 menuer efter de hovedfunktioner, hvormed:

Produktbibliotek: Produkter kan oprettes, gemmes, læses og slettes.
Produktionsoptegnelser: Indstilling af produktionsmål og optegnelse af produktionsdata.
Værktøjindstilling: Gå ind i værktøjindstillingsgrænsefladen for at justere maksimalåbningen efter skifte af form.
Manuel aksejustering: På denne skærm kan du udføre manuelle handlinger på enkeltaksen.
Maskinparametre: Maskinkonfiguration, maskinstatus og justeringsparametre.
Systemindstillinger: Systemtid, data backup og genskabelse, alarmoptegnelser, strømniveauindstillinger osv.
Kapitel 2 Produktbibliotek
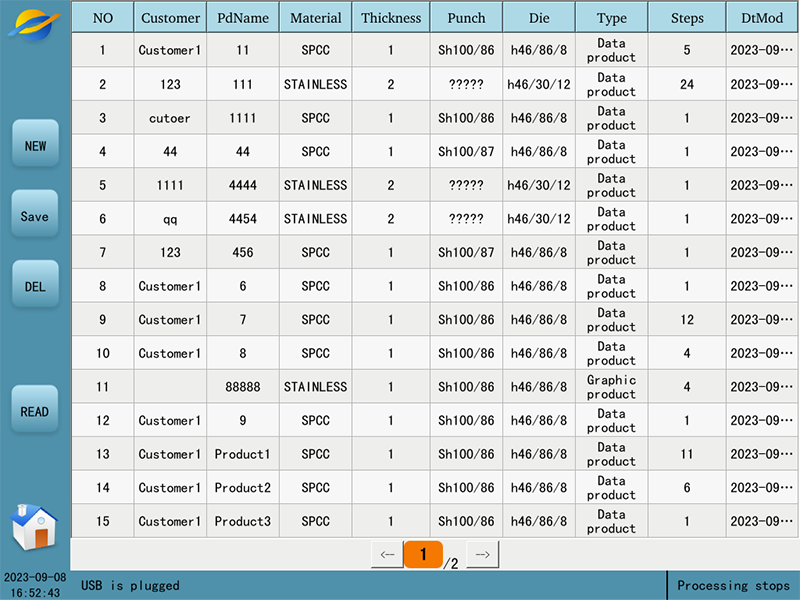
1. Klik på knappen "Ny" for automatisk at hoppe til skærmen "Behandling", hvor du kan redigere tomme produkttrin.
2. Klik på knappen "Gem", indtast kundens navn og produktnavnet i pop-up-vinduet, og produktinformationen på skærmen "Behandling" vil blive gemt i produktbiblioteket.
3. Vælg et produkt og klik på knappen "Slet", produktet vil blive slettet fra produktbiblioteket.
4. Vælg et produkt, klik på knappen "Læs", og produktet vil blive læst ind på skærmen "Behandling".
Kapitel 3 Fri bøjearbejdsredigering


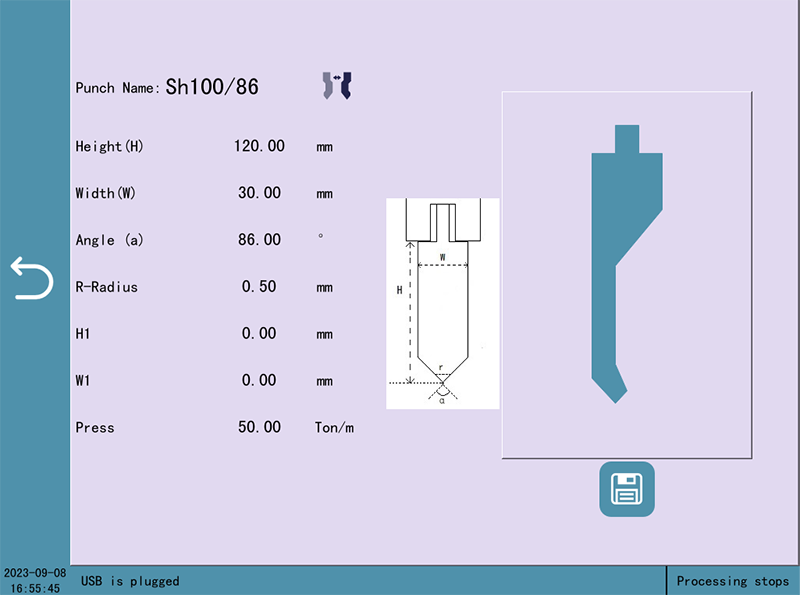
Punch: Klik på Punch-navnet for at komme ind i Punch-biblioteket for at vælge en formgiver. Brugere kan oprette, redigere, slette og læse formgivere i Punch-biblioteket, se "Kapitel 4 Formgiverbibliotek" for flere detaljer.
Formgiver: Samme som "Punch". De formgiverparametre, der er indstillet her, er systemets standardformgiver.
Materiale: Klik på materialets navn for at vælge det bearbejdede materiale fra materialebiblioteket.
Plade tykkelse: Rediger materialets tykkelse.
Vinkelbøjning: klik 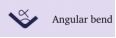 kan vælge "vinkelfleks", "positionfleks", "fladfleks", "bundfleks"metode. Ryggen følger ifølge den forskellige fleksmetode for at indtaste den tilsvarende vinkel eller position.
kan vælge "vinkelfleks", "positionfleks", "fladfleks", "bundfleks"metode. Ryggen følger ifølge den forskellige fleksmetode for at indtaste den tilsvarende vinkel eller position. 
Blokeringsfunktion: Klik på for at vælge blokering eller palettisering.
Ydre Dimension: Klik  for at vælge "yderdimension", "indre dimension", "x-akseposition".
for at vælge "yderdimension", "indre dimension", "x-akseposition".
R-akse: Indtast positionen af R-aksen.
Fleksning: Indtast positionen af fleksningen.
Z-akse: indtast positionen af Z-aksens centrum, da beregningen af Z1, Z2-position; X-akse: Positionen hvor bagstoppen bevæger sig horisontalt i den vertikale formretning.
Klik på antallet af arbejdssteg for at få vist fire knapper til justering af arbejdsstegene, de er:

Indsæt: indsæt en tom linje med arbejdssteg oven over det aktuelle arbejdssteg.
Slet: slet det aktuelle arbejdssteg, efterfølgende arbejdssteg flyttes automatisk op en linje.
Skift op: byt positionen af den aktuelle arbejdsproces med den foregående arbejdsproces.
Skift ned: byt positionen af den aktuelle arbejdsproces med den næste arbejdsproces.
3.1 detaljeret reference
Behandling af højresiden af de detaljerede parametre, hvor der også er en venstreside af tilvalgsafsnittet i detaljer.
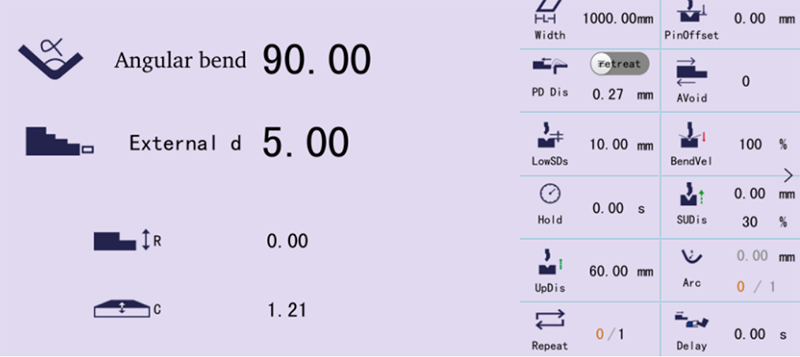
Vælg bøjemetode:
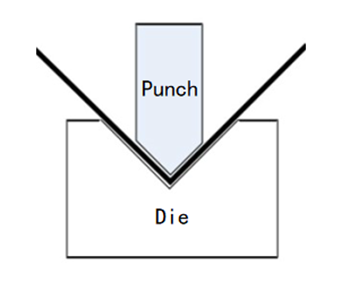
Frit bøjning: Bladet bøjes til den indstillede vinkel ved at lade Punch'en falde til den ønskede dybde, som vist på figuren. Systemet beregner den nødvendige Y-akseposition for at opnå den indstillede vinkel. Frit bøjning kræver, at Punch-vinklen er mindre end eller lig med Die-vinklen, og at målvinklen er større end begge øverste og Die-vinkler.
Figur 3-4 Fri bøjning
Tryk nederst bøjning: Punch'en vil blive foldet ind i bunden af Die for at få den nødvendige bøjevinkel, som vist på figuren. Y-aksepositionen er positionen af bunden af Die minus pladtykkelsen, hvilket kan korrigeres ved hjælp af korrektionsværdien.
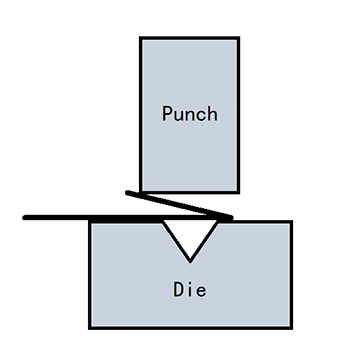
Fladning af bøjning: pladen bøjes til en skarp vinkel efter den tidligere bøjning, ved hjælp af fladningspunchen flades skarpe vinklen af pladen ud og pladen faldes, som vist i figur 3-6. Y-aksens position er for trykpladepunktets position minus pladetykkelsen, hvilket kan korrigeres med korrektionsværdien.
Trykfladning: ligesom trykbøjning, er Y-aksens position for trykpladepunktets position, hvilket kan korrigeres med korrektionsværdien.
Dimensioner: indre dimensioner, ydre dimensioner. Som vist i figur.
Afstanden fra stoppenes ende til det indre af bladsmetten ved bøjningen, kaldet den indre dimension.
Afstanden fra stoppenes ende til det ydre af bladsmetten ved bøjningen, kaldet den ydre dimension.
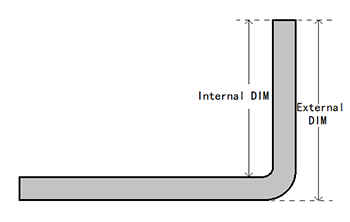
Målet for X-aksen beregnes forskelligt for de indre og ydre dimensioner, da den indre side skrumpes sammen og den ydre side strækkes, når pladen bøjes. Målet for X-aksen er større end den indre dimension og mindre end den ydre dimension.
Bagvendende blokeringsmateriale: blokerings- og holdningsmateriale. Når afstanden på X-aksen er kort, vælges blokeringstilstand. Når X-aksen er lang, kan der på grund af pladematerialets tyngdekraft nedad tilgås vælges lageringsmode, hvorefter pladematerialet vil blive placeret på
blokeringsfingerne fremad for at holde. Når du bruger lageringsmode, beregner systemet automatisk målpositionen for X-aksen og R-aksen i lageringsmode.
Tilbagegangsafstand: Den relative afstand, som X-aksen skal trække sig tilbage for at undgå, når skyderen synker ned til fastholdelsespunktet.
Fastholdelsespunkt: Positionen, hvor skyderen netop trykker mod pladen.
Pladebredde: Bredden af pladen langs længden af formen.
Gentag: Antallet af gange den nuværende arbejdsproces skal gentages.
Trinændringsignal: Når du klikker for at skifte til "brug", skal du træde på ned-pedalen en gang, efter at Y-aksens returstrøg er færdig, før bagstoppen begynder at bevæge sig til positionen, der er indstillet til næste trin.
Trinændringsforsinkelse: forskydningstiden før skift til næste arbejdsproces.
Langsom distancce: Afstanden mellem hastighedsændringspunktet og plattengpunktet. Hvis den aktuelle arbejdsproces langsomme distance er 0, bruges "standard langsomme distance". Hvis standard langsom hastighedsafstand også er 0, bruges systemets standard langsom hastighedsafstand.
Holdetid: Holdetiden efter afslutningen af bøjning. Bruges "standard holdetid", når holdetiden for den aktuelle arbejdsproces er 0.
Kapitel 4 Formbibliotek
4.1 Presseformbibliotek
På skærmen "Bearbejdning" kan du klikke på Presseformnavnet for at komme ind i presseformbiblioteksskærmen, som vist på figur.
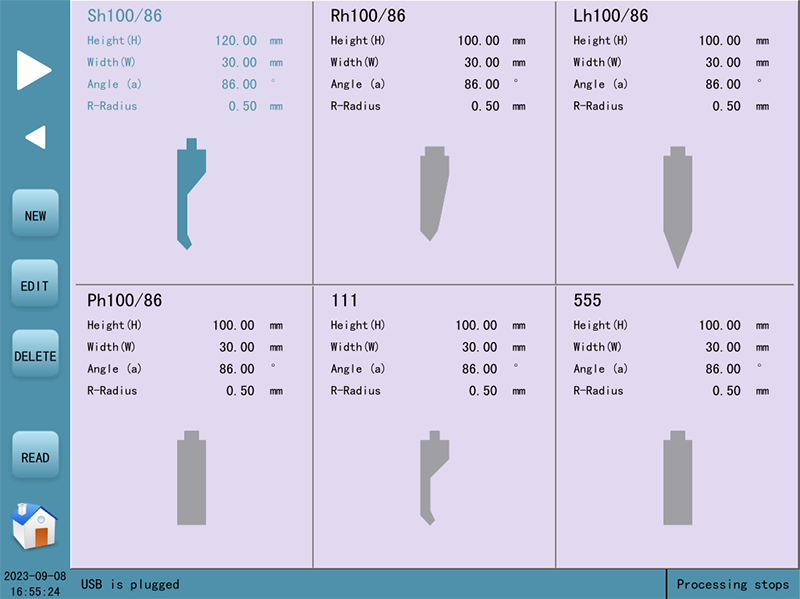
Top Model-biblioteket viser listen over de øverste modeller, der er gemt i systemet, hvilket kan vendes med den venstre pil.
Klik på menukens rulleliste-knap.
Ny: Klik "Ny" for at få vist forskellige typer nye Punchs; gå ind i redigeringsgrænsefladen som vist på figuren.
Redigér: Klik "Redigér" for at ændre en parameter for den aktuelle Punch.
Slet: Vælg en Punch og klik "Slet" for at slette Punchen.
Læs: Vælg en Punch og klik "Læs" for at læse den valgte Punch ind i den aktuelle applikation.
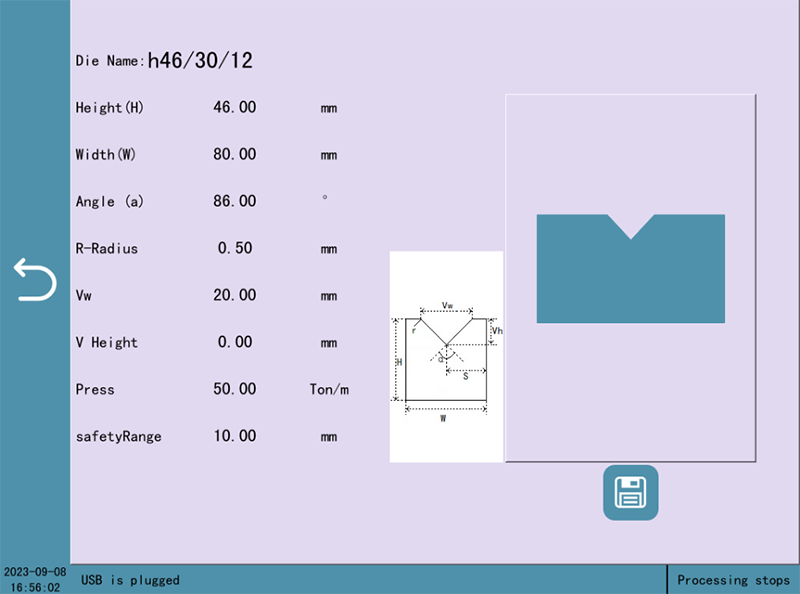
4.2 Dåsebibliotek
Kapitel 5 System
5.1 Alarmfejlfinding
| Serienummer | Alarmbeskrivelse | Alarmkontrol |
| Err1 | Motor ikke tændt | Tryk på START-knappen eller motor-knappen for at tænde motoren |
| Err2 | Nårer grænsen | Gå ind i enkelttrinsskærmen, bevæg dig i modsatte retning ved små trin og forlad begrænseren |
| Err3 | Begge ender producerer grænser | Tjek om begrænseren er skadet eller om der er en åben kreds i linjen |
| samtidig | ||
| Err4 | Forkert akse-mål | Tjek, om målpositionen er sat for at kontrollere øvre og nedre grænser |
| positionsindstilling | ||
| Err5 | Ingen gyldig linje fundet | Der er en fejl i indtastningen af parametre for den aktuelle arbejdsstep |
| Err7 | Før handlingen, | Gå ind på statusskærmen, tryk på søgeknappen og vent på, at søgningen er færdig. |
| bedes du søge | ||
| reference | ||
| Err14 | H-akse inclination | Gå ind i enkelttrinsskærmen, juster inchvis eller drej hændværkskurbelen for at niveausætte glideren |
| Err16 | Nødstop | Slip emergency-stop-knappen |
| knappen trykkes | ||
| Err17 | Nødtilgang | Slip nødtilgangsknappen |
| knappen trykkes | ||
| Err21 | Forkert indstilling af | Risiko for kollision med bagstoppe materiale, tjek opsætningsparametre |
| bagstoppeposition | ||
| Err30 | IO-kort | Tilføj kommunikationskabelen mellem PLC og IO på ny |
| kommunikation offline | ||
| Err34 | Når til soft | Gå ind på den enkelte trinsskærm, kryd i den modsatte retning af bevægelsen |
| grænse | ||
| Err38 | SIKKERHEDSOVERVÅGNING | Tjek køretøjet for alarmer |

