Hovedstruktur af Press Brake
1. Introduktion til mekanisk struktur
Den hydrauliske bøjemaskine består hovedsagelig af en ramme, en slider, en bagmåler, et hydraulisk system, en form, en støttestange, et sikkerhedsbeskyttelsesapparat, et elektrisk system mv.

2. Mekanisk forbindelse
(1) Den øvre skridder er forbundet med pistolkernen i de to cylindermaskiner og understøttet på venstre og højre vægpaneler gennem cylindernes bunnepane. Der findes venstre og højre ledetræer, der sikrer vejledning for skridseren til at bevæge sig op og ned. Der er en kugleformet underlag ved forbindelsen mellem pistolkernen og skridseren for at sikre, at kræfterne på bjælken er rimeligt fordelt og at pistolkernen er korrekt justeret.

(2) I overensstemmelse med de forskellige former for maskinen har den nedre bjælke (arbejdsbord) på pressmaskinen produceret efter kundens krav to former. Den ene er en enkeltbjælkstype, der fastgøres med skruer; den anden er en tre-bjælkstype med kompensationscylinder. Justerbare underlag er installeret på begge sider for at korrigere underlagene og kropets passningsflade, og korrektionens nøjagtighed kan justeres.
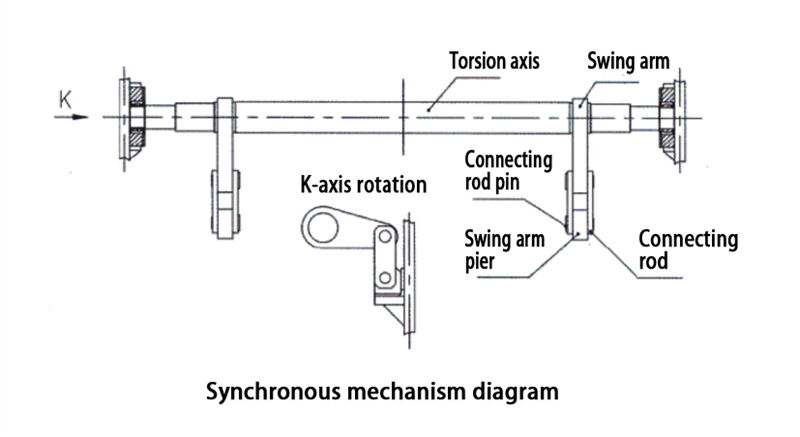
(3) For at sikre synkron drift af de venstre og højre cylindere, anvender maskinletningsværktøjet en synkront drejningsakse svingsår og forbindelsesstang.

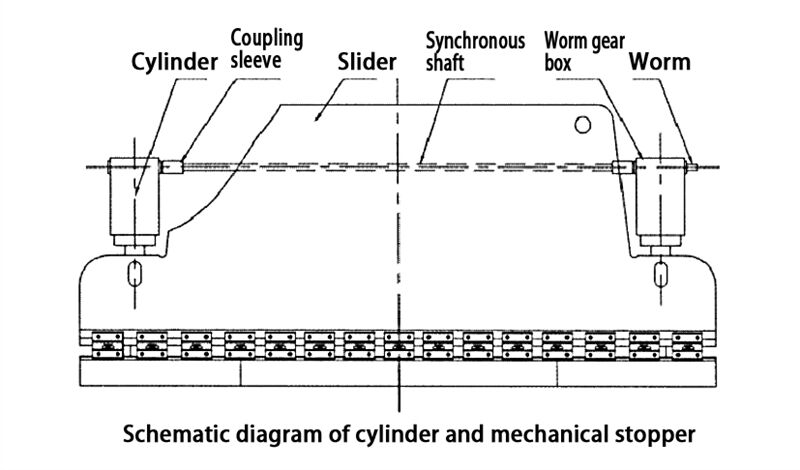
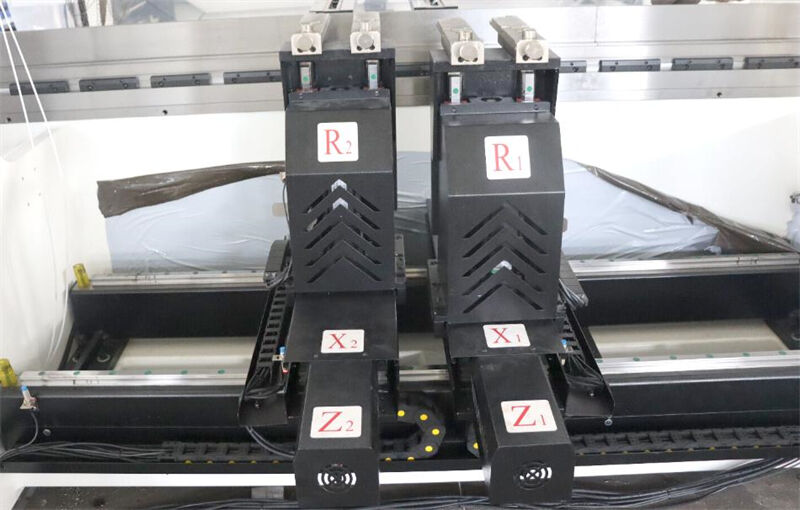
3. Strygepart
Strygepart består af en stryger, en cylinder og en mekanisk stopper finjusteringsstruktur. De venstre og højre cylindere er fastgjort på rammen, og pistonen (stav) driver strygeren op og ned gennem hydraulisk tryk.

Den mekaniske stopper placeres inden for de to cylindere, med en kompakt struktur og synkron justering på begge sider. Skematisk diagram er som følger. Når skyderen (ovenfor) ikke er lige på venstre og højre, stopper du skyderen i øverste dødfærdighed, fjerner positionspinen på koblingshulsen, drejer ormen på enten side af ormhjulsboksen på de venstre og højre cylindere (fremad eller bagud), og trykker derefter skyderen ned til nederste dødfærdighed, måler og justerer (gentager ovenstående operation) indtil skyderen (øvre form) er lige på venstre og højre, og installerer endelig og fastgør den på koblingshulsen.
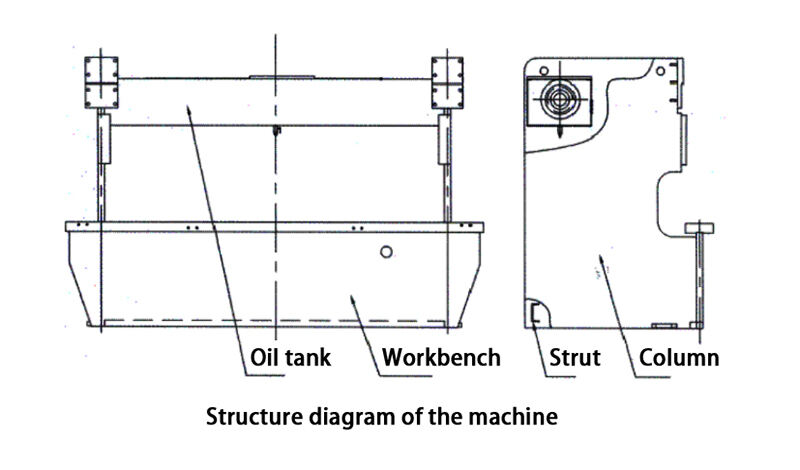
4. Ramme
Rammen er sværget til en hel ramme af venstre og højre søjler, oljetanker og støtteblokke, og arbejdsbordet er festet til den nederste del af venstre og højre søjler.

5. Synkronmekanisme
Den mekaniske tvungen synkroniseringssmekanisme, som består af en vridningsakse og et svingarm, har en simpel struktur, stabil ydelse og høj synkroniseringsnøjagtighed.

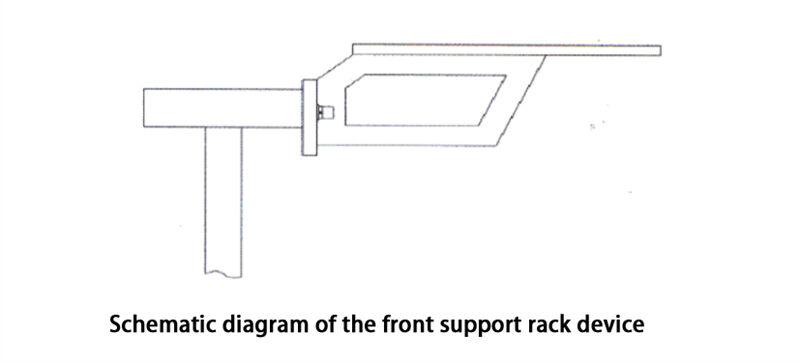
6. Forslagsstøtteapparat
Forslagsstøtten bruges til at støtte og holde det arbejdsstykke.
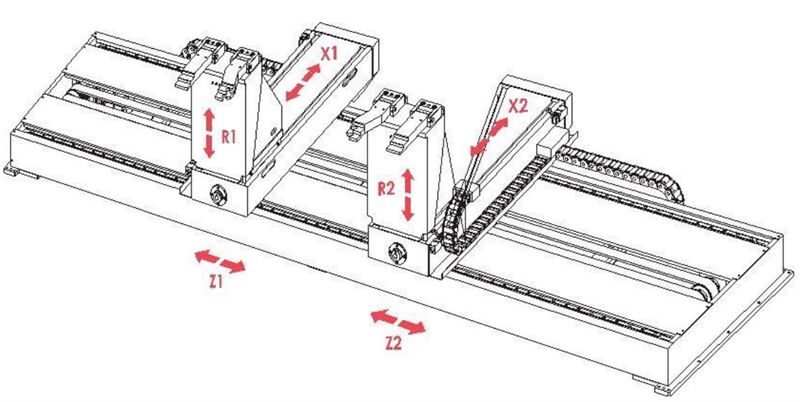
7. Bagmåler
Bagmåleren er en værdifuld komponent i maskinen og spiller en vigtig rolle i den faktiske bøjearbejdsproces. Her følger nogle beskrivelser af bagmåleren: Den styres af knapperne på operationspanelet for at få motoren til at køre bagmålerrammen frem og tilbage.

8. Pressebremsestøb
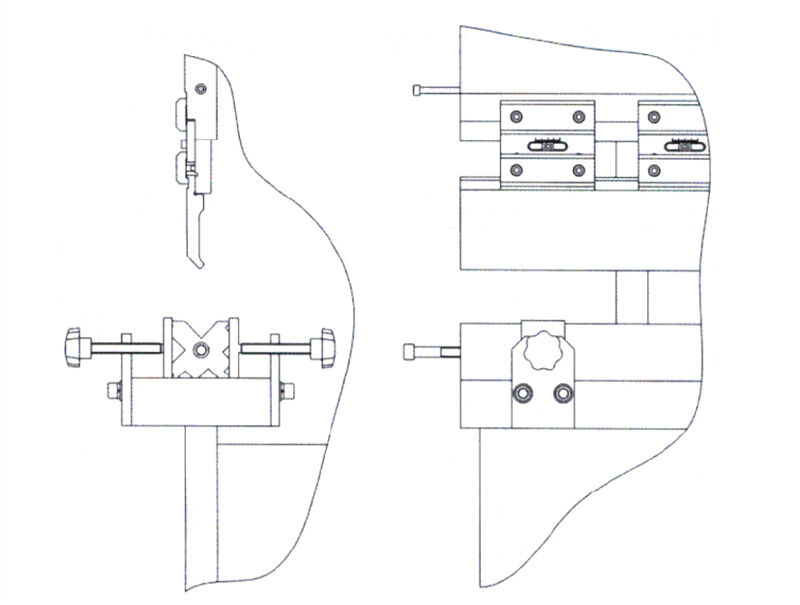
(1) Den øvre form er monteret på sliden og fastgjort med en forbindelsesplade og et trykplade. Den øvre form er udstyret med en finjusteringsmekanisme, der bevæger sig skråt til venstre og højre og bruges til øverst/nedjustering af den øvre form for at sikre nøjagtigheden af bøjningsarbejdet.
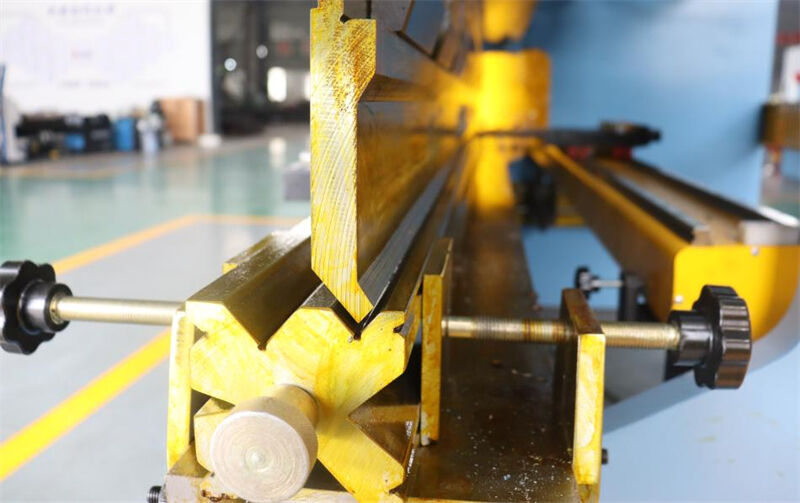
Den nedre form er monteret på arbejdsbordet. Drejehåndtaget kan skubbe den nedre form fremad og bagud for at justere centrum af den øvre kniv.

(2) Forminstallation
a. Installation og afmonttering af former skal udføres af trænede og autoriserede professionelle og strikt følge elektriske specifikationer.
b. Justér skyderen til den korrekte øverste dødningsposition i overensstemmelse med den valgte formhøjde.
c. Når formen monteres, skal oliepumpen slukkes, og maskinværktøjet må ikke startes.
d. Fjern forurenninger, kantning og flimmer fra formen og formsmonteringsfladen.
e. Monter først den øvre form, derefter den nederste form.
f. Efter at formen er monteret, bør du have øje for at stramme skrueene.
e. Når maskinet er installeret, start oliepumpen for at flytte skoven nedad og holde den på den nødvendige og passende position. Tjek om øverste og nederste form er justeret korrekt, dvs. om afstanden på begge sider af øverste form i V-groven er lige stor. Hvis ikke, justér nederste form og fæstningsnederste form for at få maskinen tilbage til toppunktet. (Bemærk: Hold afstanden mellem øverste og nederste form større end tykkelsen af pladen, der skal biegtes).
h. Justér den skråede kile, så den nederste overflade af den øverste form kan justeres for at få den mindste buesværhedsfejl over hele buelængden. For at opnå en god bueffekt kan den skråede kile justeres igen ud fra den faktiske bueresultat af prøven. Hvis den faktiske buevinkel på dette tidspunkt er for stor under justeringen, skal den nederste overflade af formen på dette tidspunkt justeres nedad, det vil sige løsrække fastscrewen og flyt kilen til venstre. Efter justering stram screwen. Ellers justér den nederste overflade af formen opad, det vil sige flyt kilen til højre.

(3) Ting, der skal bemærkes ved brug af formen:
a. Tjek formens festscrewer regelmæssigt
b. Vær omhyggelig, når du skifter form, og læg formen forsigtigt på formrammen ved siden af maskinen for at undgå skader.
c. Hver form har sin maksimale belastningskapacitet, og det er ikke tilladt at bue over belastningen.
d. Når det ikke bruges i længere tid eller standset, bør den øverste form senkes ned i V-groen af den nederste form, i kontakt med den nederste form eller på en flad plade.
e. Når formen ikke bruges, for at beskytte formbladet kan formen placeres på et træbræt eller en gummiskind, og formfladen kan oliernes.
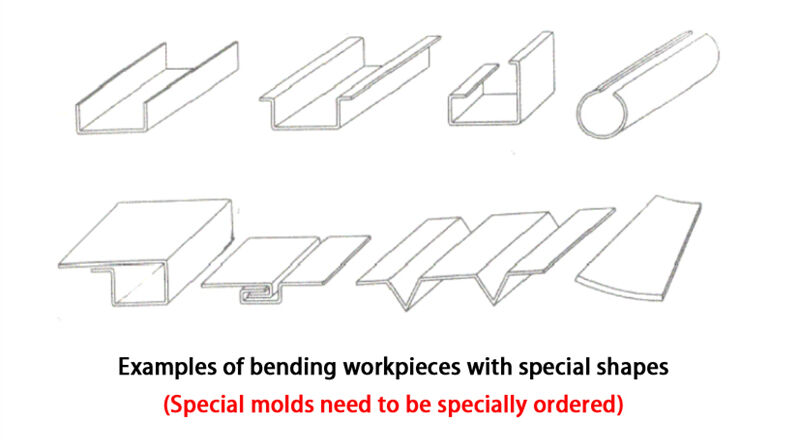
(4) Følgende arbejdsstykker kan biegnes