















































T15 Operační manuál pro stroj na ohýbání
Kapitola 1 Přehled
1.1 Hlavní rozhraní
Po zapnutí systému a dokončení startu se zobrazí hlavní stránka, jak je znázorněno na obrázku .

1. Vlevo je lišta funkcí, včetně tlačítka vlevo a vpravo  tlačítko pro úroveň baterie přihlášení
tlačítko pro úroveň baterie přihlášení  , stavový displej tlačítka
, stavový displej tlačítka  , tlačítko menu
, tlačítko menu  a zobrazení data a času systému.
a zobrazení data a času systému.
2. Klikněte na přihlášení úrovně oprávnění a zadejte své uživatelské jméno a heslo, než vstoupíte do vyšší úrovně oprávnění a uvidíte více stránky.
3. Lišta nabídky: Tento systém je rozdělen do 6 nabídek podle hlavních funkcí, z nichž:

Produktní knihovna: Produkty lze vytvářet, ukládat, číst a mazat.
Produkční záznamy: Nastavování produkčních cílů a udržování produkčních záznamů.
Nastavení nástrojů: Vstup do rozhraní nastavení nástrojů pro úpravu maximálního otevření po změně formy.
Ruční úprava osy: Na tomto obrazovce můžete provádět ruční akce na jednotlivých axiích.
Parametry stroje: Konfigurace stroje, stav stroje a ladící parametry.
Systémové nastavení: Systémový čas, zálohování a obnovy dat, záznamy upozornění, nastavení úrovně oprávnění atd.
Kapitola 2 Produktová knihovna
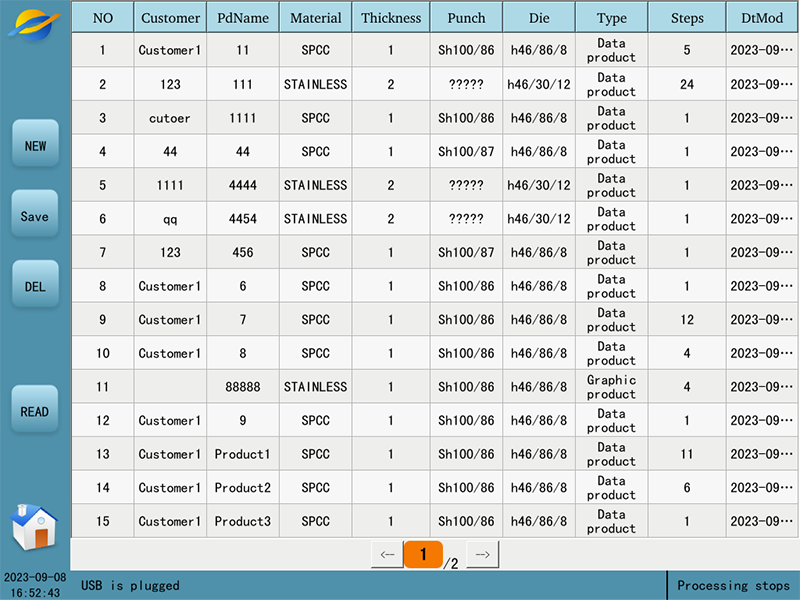
1. Klikněte na tlačítko "Nový" a automaticky přeskočíte na obrazovku "Zpracování", kde můžete upravovat kroky pro prázdné produkty.
2. Klikněte na tlačítko "Uložit", zadejte jméno zákazníka a název produktu do vyskakovacího okna a informace o produktu na obrazovce "Zpracování" budou uloženy do knihovny produktů.
3. Vyberte produkt a klikněte na tlačítko "Smazat", produkt bude odstraněn z knihovny produktů.
4. Vyberte produkt, klikněte na tlačítko "Přečíst" a produkt bude načten na obrazovku "Zpracování".
Kapitola 3 Editor kroků volného ohýbání


Štamp: Klikněte na název štampe, abyste vstoupili do knihovny štampe pro výběr formy. Uživatelé mohou ve knihovně štampe vytvářet, upravovat, mazat a číst formy. Podrobnosti naleznete v "Kapitole 4 Knihovna forem".
Forma: Stejně jako "Štamp". Parametry formy nastavené zde jsou systémové výchozí formy.
Materiál: Klikněte na název materiálu, abyste vybrali zpracovávaný materiál z knihovny materiálů.
Hrubka desky: Upravte tloušťku materiálu.
Úhlové ohýbání: klikněte 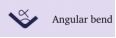 může vybrat "úhlové ohýbání", "pozici ohýbání", "rovinné ohýbání", "dno ohýbání" způsob. Podle různých způsobů ohýbání zadáte odpovídající úhel nebo pozici.
může vybrat "úhlové ohýbání", "pozici ohýbání", "rovinné ohýbání", "dno ohýbání" způsob. Podle různých způsobů ohýbání zadáte odpovídající úhel nebo pozici. 
Blokace: Klikněte pro výběr blokace nebo paletizace.
Externí rozměr: Klikněte  pro výběr "Externí rozměr", "Interní rozměr", "poloha osy x".
pro výběr "Externí rozměr", "Interní rozměr", "poloha osy x".
Osa R: Zadejte polohu osy R.
Průhyb: Zadejte polohu průhybu.
Osa Z: zadejte polohu středového bodu osy Z, protože se počítá poloha Z1, Z2; Osa X: Poloha, ve které se záložní deska pohybuje horizontálně ve svislém směru formy.
Kliknutím na počet pracovních kroků se zobrazí čtyři tlačítka pro úpravu pracovních kroků, jsou to:

Vložit: vložte prázdný řádek pracovního kroku nad aktuálním pracovním krokem.
Smazat: smažete aktuální pracovní krok, následující pracovní kroky jsou automaticky posunuty o jeden řádek nahoru.
Posun nahoru: výměna pozice aktuálního kroku práce s předchozím krokem práce.
Posun dolů: výměna pozice aktuálního kroku práce s dalším krokem práce.
3.1 Podrobná odkaz
Zpracování pravé strany podrobných parametrů, existuje také levá strana kapitoly režimu výběru podrobně.
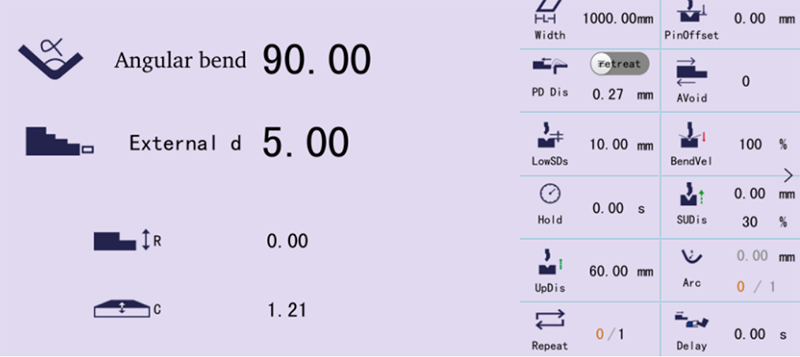
Výběr způsobu ohýbání:
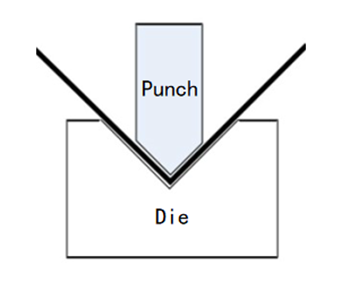
Volné ohýbání: Listina je ohnutá na nastavený úhel spuštěním punchu do požadované hloubky, jak je znázorněno na obrázku. Systém vypočítá požadovanou pozici osy Y pro dosažení nastaveného úhlu. Volné ohýbání vyžaduje, aby úhel punchu byl menší nebo roven úhlu matrice a cílový úhel větší než oba horní i úhel matice.
Obrázek 3-4 Volné ohýbání
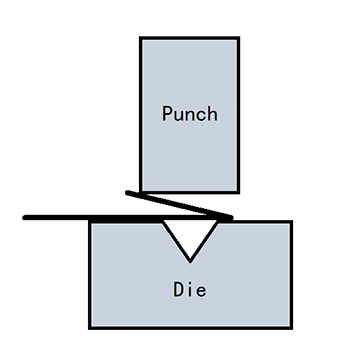
Ohýbání na dno: Punch bude složen do dna matice pro dosažení požadovaného úhlu ohýbání, jak je znázorněno na obrázku. Pozice osy Y je pozice dna matice minus tloušťka desky, kterou lze upravit pomocí korekční hodnoty.
Vyrovnávání ohýbání: deska je ohnuta do ostrého úhlu po předchozím ohýbání, pomocí vyrovnávacího špalku se ostrý úhel desky vyrovná a deska se složí, jak je znázorněno na obrázku 3-6, pozice osy Y je pro polohu bodu tlačné desky minus tloušťka desky, což lze korekční hodnotou napravit.
Tlačené vyrovnávání: podobné jako tlačené vyrovnávání ohýbání, pozice osy Y je pro polohu bodu tlačné desky, což lze korekční hodnotou napravit.
Rozměry: vnitřní rozměry, vnější rozměry. Jak je znázorněno na obrázku.
Vzdálenost koncovky zastavovače od vnitřní strany plechu u ohýbání, nazývaná vnitřní rozměr.
Vzdálenost koncovky zastavovače od vnější strany plechu u ohýbání, nazývaná vnější rozměr.
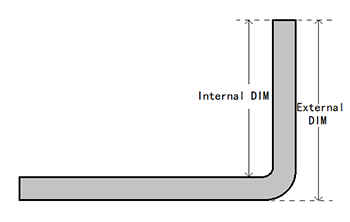
Poziční cíl osy X je vypočítán jinak pro vnější a vnitrní rozměry, protože se při ohýbání plechu zmenšuje vnitřní strana a rozšiřuje se vnější strana. Poziční cíl osy X je větší než vnitřní rozměr a menší než vnější rozměr.
Záložní materiál vzadu: blokování a držení materiálu. Pokud je vzdálenost osy X krátká, vyberte režim blokování. Pokud je osa X dlouhá, kvůli gravitaci lze při sestupném nакlonu desky vybrat režim paletování, kdy bude deska umístěna na
blokující prst dopředu pro uchopení. Při použití režimu paletování automaticky vypočte systém cílové pozice osy X a osy R v režimu paletování.
Vzdálenost ústupu: relativní vzdálenost, o kterou osa X musí ustoupit, aby se vyhnula snížení klouby do místního bodu.
Tlačný bod: pozice, ve které je kloub právě tlačen proti desce.
Šířka desky: šířka listu podél délky formy.
Opakování: Počet opakovaní aktuálního kroku práce.
Signál změny kroku: Když kliknete na přepnutí do režimu "použití", po dokončení návratové cesty osy Y je nutné jednou stisknout pedál dolů, než se zastavení začne pohybovat na pozici nastavenou pro další krok.
Zpoždění změny kroku: časové zpoždění před přepnutím na další krok práce.
Pomalá vzdálenost: Vzdálenost mezi bodem změny rychlosti a pláštěm. Pokud je pomalá vzdálenost současného kroku práce 0, použije se "výchozí pomalá vzdálenost". Pokud je i výchozí pomalá rychlostní vzdálenost také 0, použije se systémová výchozí pomalá rychlostní vzdálenost.
Čas držení: Čas držení po ukončení ohýbání. Použije se "výchozí čas držení", pokud je čas držení současného kroku práce 0.
Kapitola 4 Knihovna form
4.1 Knihovna štěpků
Na obrazovce "Zpracování" klepněte na název štěpku pro vstup do obrazovky knihovny štěpků, jak je znázorněno na obrázku.
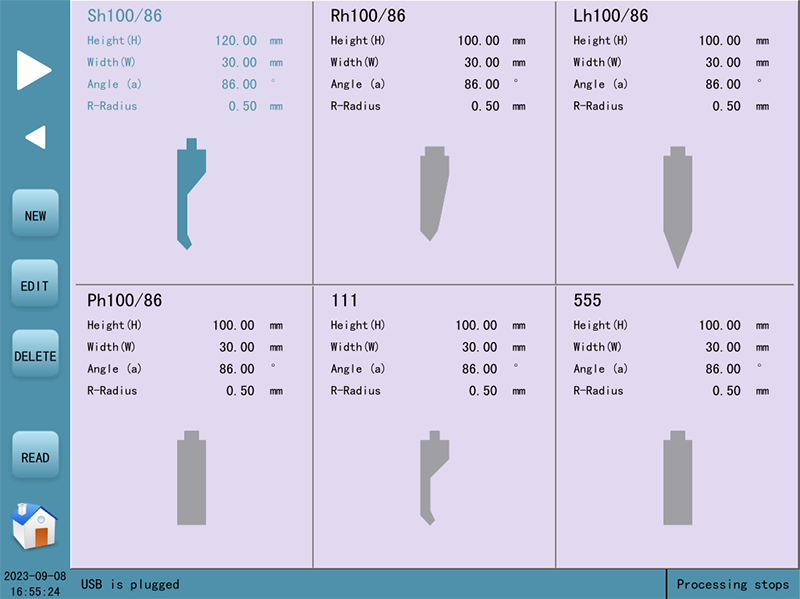
Knihovna horních modelů zobrazuje seznam horních modelů uložených v systému, který lze otáčet šipkou doleva.
Klikněte na tlačítko s nabídkou v panelu nabídky.
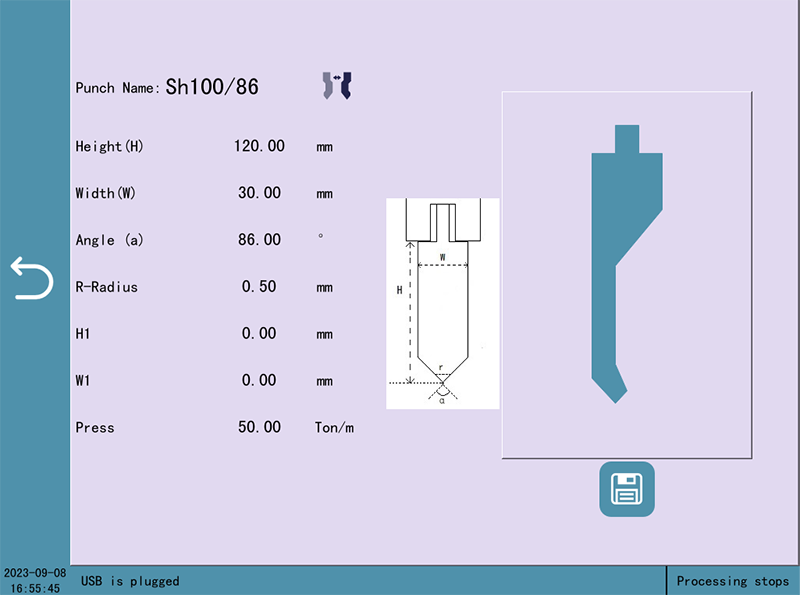
Nový: Klikněte na "Nový" pro zobrazení různých typů nových Punchs; vstupte do úpravního rozhraní jak je znázorněno na obrázku.
Upravit: Klikněte na "Upravit" pro změnu parametru aktuálního Punchu.
Smazat: Vyberte Punch a klikněte na "Smazat" pro odstranění vybraného Punchu.
Přečíst: Vyberte Punch a klikněte na "Přečíst" pro načtení vybraného Punchu do aktuální aplikace.
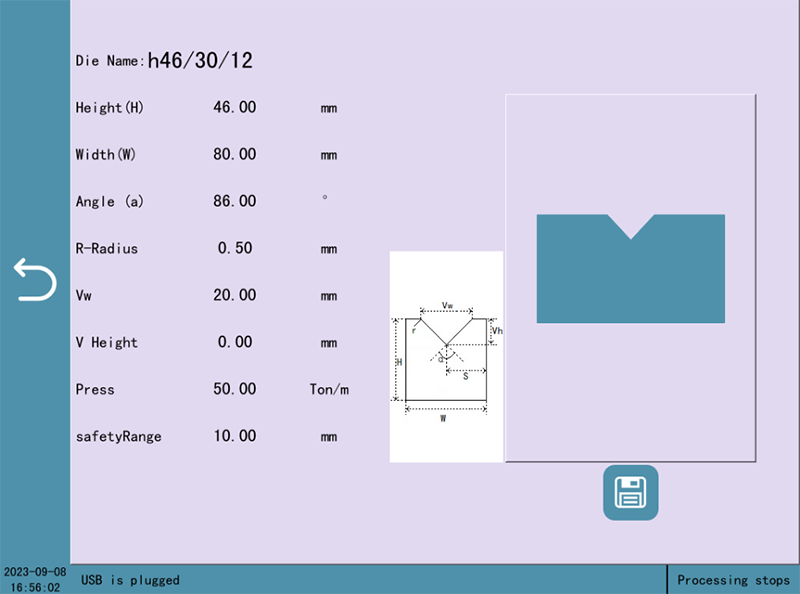
4.2 Knihovna matric
Kapitola 5 Systém
5.1 Řešení problémů s poplachem
| Sériové číslo | Popis poplachu | Kontrola poplachu |
| Err1 | Motor není zapnutý | Klikněte na tlačítko START nebo na tlačítko motoru, aby se zapnul motor |
| Err2 | Dosahování limity | Vstupte do obrazovky jednotlivých kroků, pohybujte se v opačném směru pomocí inkrementálního pohybu a opusťte limitní přepínač |
| Err3 | Na obou koncích dochází ke zbytněním | Zkontrolujte, zda není poškozen limitní přepínač nebo zda není v lince otevřená obvod |
| současně | ||
| Err4 | Špatný cíl osy | Zkontrolujte, zda je nastavená cílová pozice pro kontrolu rozsahu horní a dolní limity |
| nastavení pozice | ||
| Err5 | Nenalezena žádná platná linka | V aktuálním kroku práce je chyba v zadání parametrů |
| Err7 | Před akcí, | Zobrazte obrazovku stavu, klepněte na tlačítko hledat a počkejte, dokud nebude vyhledávání dokončeno. |
| prosím vyhledejte | ||
| odkaz | ||
| Err14 | Naklonění osy Y | Vstupte do obrazovky jednotlivých kroků, posouváním nebo ručním otočením koléska vyrovnat klouzák |
| Err16 | Nouzové zastavení | Uvolněte tlačítko nouzového zastavení |
| tlačítko je stisknuto | ||
| Err17 | Nouzové zvednutí | Uvolněte tlačítko nouzového zvednutí |
| tlačítko je stisknuto | ||
| Err21 | Špatné nastavení | Riziko kolize s materiálem na zastavě, zkontrolujte nastavené parametry |
| poloha zastavy | ||
| Err30 | IO karta | Připojte komunikační kabel mezi PLC a IO znovu |
| komunikace offline | ||
| Err34 | Dosah soft | Vstup do jednoúrovňového obrazovky, posouvání se v opačném směru pohybu |
| limit | ||
| Err38 | MONITOROVÁNÍ BEZPEČNOSTI | Zkontrolujte pohon na poplachy |

