Metoda výpočtu úhlu tvarování na lisu

Výpočet ohnivého úhlu CNC ohývacího stroje obvykle zahrnuje několik faktorů, včetně typu materiálu, tloušťky desky, ohnivého poloměru a ohnivého koeficientu. Různé ohnivé úhly a typy materiálů vyžadují různé výpočetní metody a koeficienty. Následující jsou metody pro výpočet ohnivých úhlů pro různé typy materiálů:
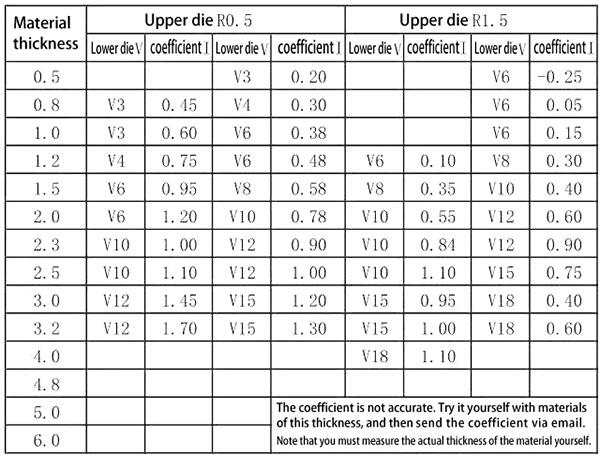
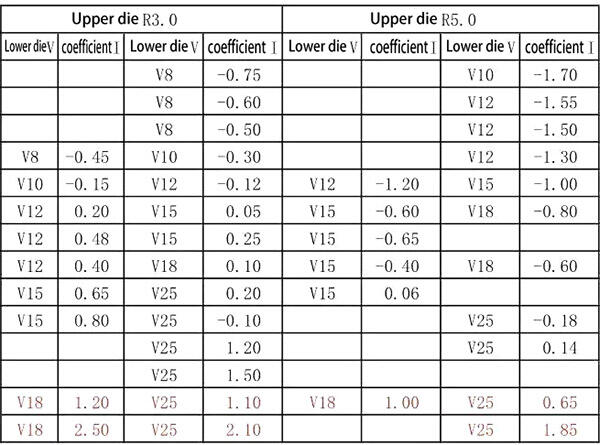
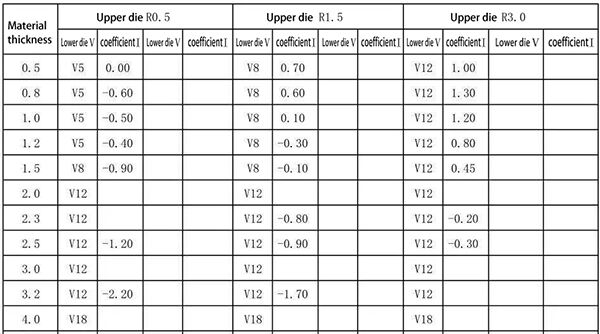
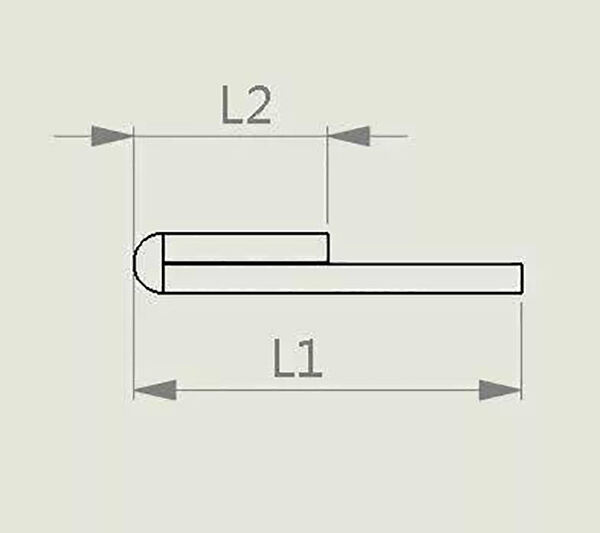
1. Ohýbání železné desky: Při ohýbání pod úhlem 90 stupňů se obvykle používá horní matrice R 0,5, spodní matice V 5T a koeficient ohýbání 0,4T. Formule pro výpočet rozšířené velikosti je L1+L2-2T+koeficient.
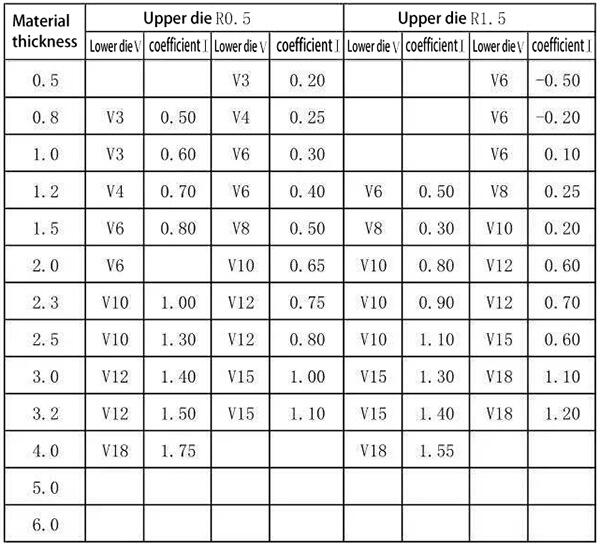
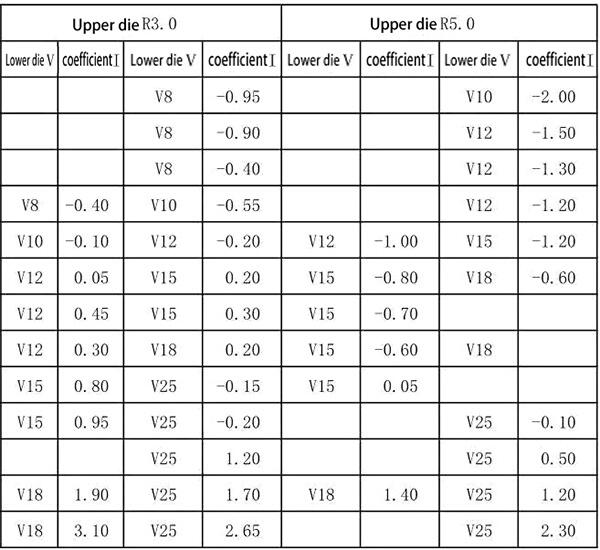
2. Ohýbání železné desky o 60 stupňů (použitím hluboké vložné matice)
Rozšířená velikost = L1+L2+koeficient
3. Ohýbání železné desky o 30 stupňů (použitím hluboké vložné matice)
Rozšířená velikost = L1+L2+koeficient
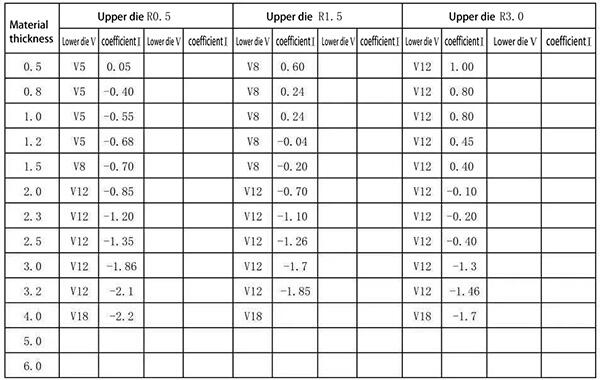
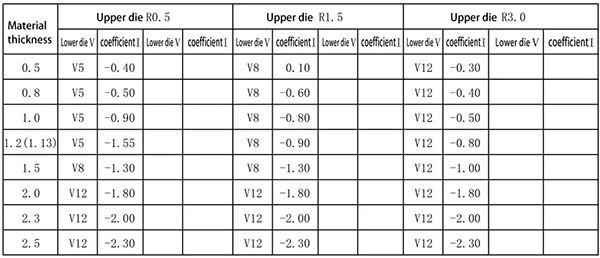
4. Ohýbání hliníkové desky o 90 stupňů: Běžné ohýbání horní matice R0,5, spodní matice V=5T, koeficient ohýbání 0,4T, výběr V brázdu V=5T+R (R>0,5)
Rozšířená velikost = L1+L2-2T+koeficient
5. Ohýbání hliníkové desky o 60 stupňů (použitím hluboké vložné matice)
Rozšířená velikost = L1+L2+koeficient
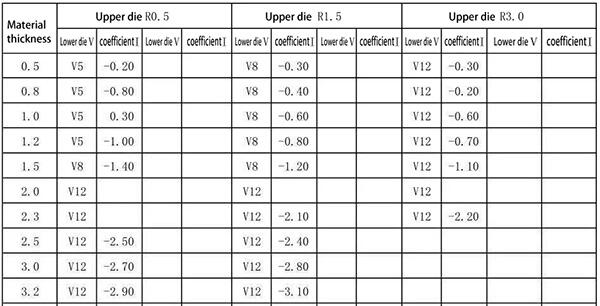
6. Ohýbání hliníkové desky o 30 stupňů (použitím hluboké vložné matice)
Rozšířená velikost = L1+L2+koeficient
7. Koeficient mrtvé hrany (nejdříve použijte hlubokou vložnou matici k složení malého úhlu, poté použijte vyrovnávací matici k tlačení mrtvé hrany)
Nahoře: Rozšířená velikost = L1+L2-0,55T
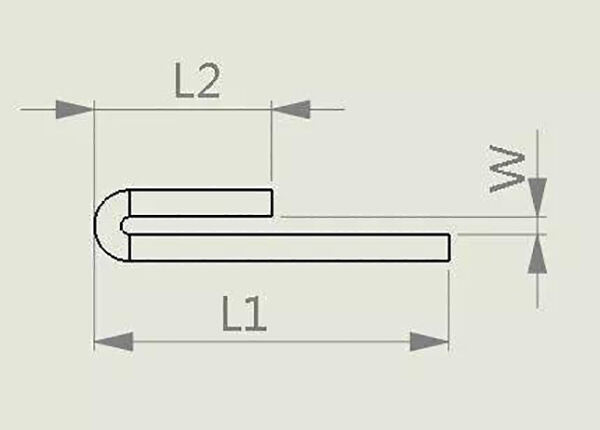
Nad: Rozšířená velikost = L1+L2-0.55T+0.7W (W≤T)
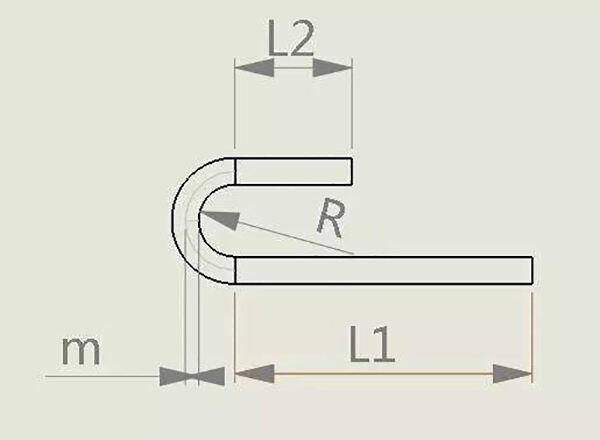
Nad: Rozšířená velikost = L1+L2+3.14* (R+m) (2R>T)
T≤2.0,m=0.4T;
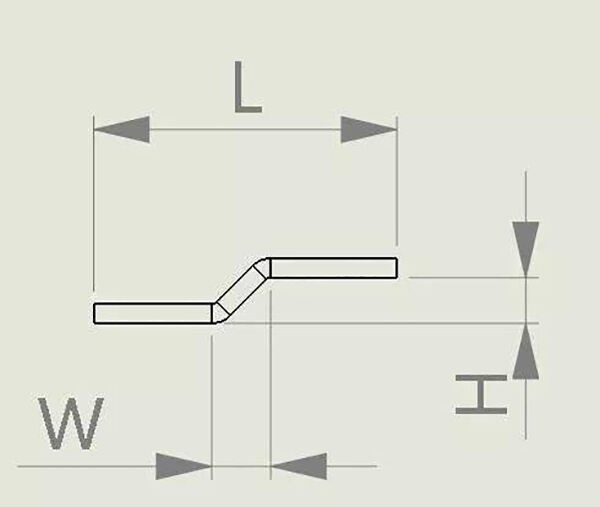
2.0 8. Koeficient rozdílu tlakového kroku A. Když W ≥ 2T: rozšíření se počítá jako dva jednotlivé stavy; B. Když W<2T a H≥2T: rozšíření se počítá jako dva jednotlivé stavy; C. Když W<2T, H<2T: rozšířená velikost = L+(H-T)*0.7; D. Když W<2T, H=T: rozšířená velikost = L+0.15T; Navíc zahrnuje výpočet úhlu ohýbání také vztah mezi polohou neutrální vrstvy materiálu a stupněm deformace. Ve skutečné praxi je velmi důležité vybrat vhodný výpočetní vzorec a koeficient podle konkrétního materiálu, tloušťky desky a požadovaného úhlu ohýbání.