Hlavní struktura tiskacího lisu
1. Úvod do mechanické konstrukce
Hydraulická ohybová stroj je převážně tvořen lůžkem, klouzákem, zadní měřítkem, hydraulickým systémem, formou, podpěrným rámem, bezpečnostním ochranným zařízením, elektrickým systémem atd.

2. Mechanické spojení
(1) Horní klouzák je připojen k pístovému tyči v obou válcových sadech a podpírán na levé a pravé stěnové panely prostřednictvím spodní desky válce. Jsou zde levé a pravé vodicí kolejnice, které poskytují vedení pro pohyb klouzáku nahoru a dolů. Na spojení mezi pístovou tyčí a klouzákem je kulovitá polštářečka, která zajistí, aby síla na nosnici byla rozumně rozdělena a aby pístová tyč byla ve správném zarovnání.

(2) Podle různých forem hlavního stroje má spodní nosnici (stolička) klepačového stroje vyrobeného podle požadavků zákazníka dvě formy. Jedna je jednosměrná typu pevně připevněná šrouby; druhá je třísměrná typu s kompenzačním válcem. Na obou stranách jsou poskytnuty přizpůsobitelné polštáře korekce, aby se opravily polštáře a plocha tělesa, a přesnost korekce lze upravit.
(3) Aby se zajistila synchronní práce levého a pravého válcov, strojní nástroj používá synchronní točný osový ramenník a spojku.

3. Část posuvné desky
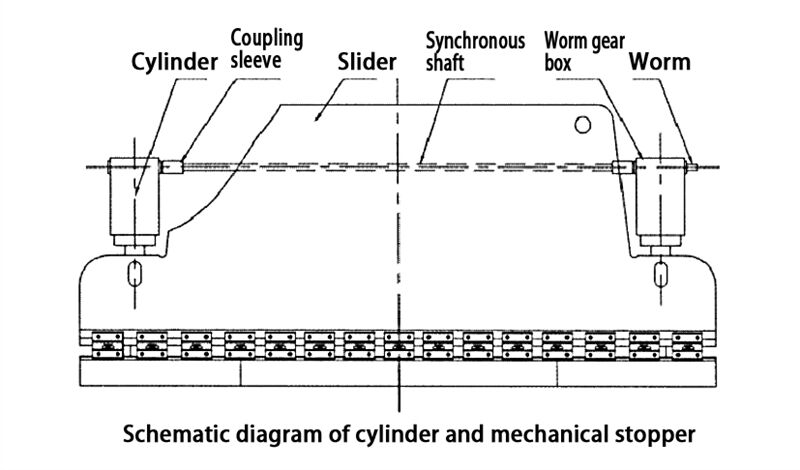
Část posuvné desky se skládá z posuvné desky, válcové jednotky a mechanismu jemného nastavení mechanického zastavitelče. Levý a pravý válec jsou pevně připojeny na rám, a piston (tyč) pohybuje posuvnou deskou nahoru a dolů prostřednictvím hydraulického tlaku.

Strojní závoru je umístěna uvnitř dvou válců, s kompaktní strukturou a synchronní úpravou na obou stranách. Schéma je následující. Když posuvný blok (nahoře) není shodný vlevo a vpravo, zastavte posuvný blok v horním mrtvém bodě, odejměte pozicovací šipku na spojovacím rukávu, otočte šnek buď na levé nebo pravé straně šnekové převodní schránky (dopředu nebo dozadu), poté stiskněte posuvný blok dolů k spodnímu mrtvému bodu, změřte a upravte (opakujte výše uvedenou operaci), dokud nebude posuvný blok (horní forma) stejný vlevo i vpravo, nakonec jej definitivně umístěte a pevně připevněte na spojovacím rukávu.
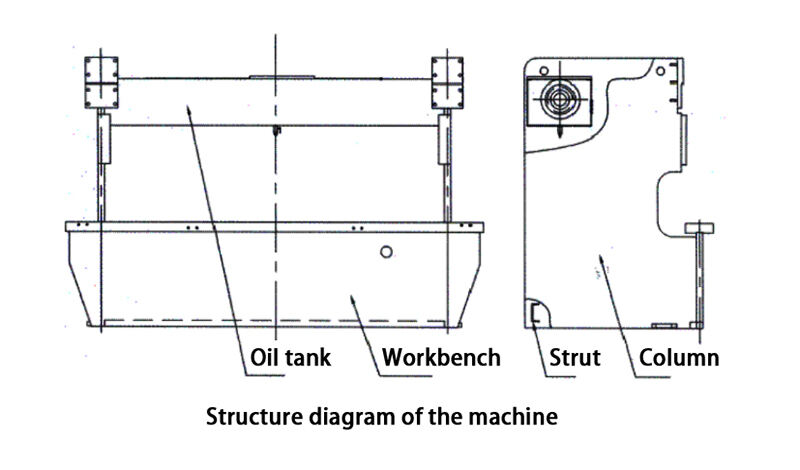
4. Rám
Rám je svářen do jednotného rámu pomocí levého a pravého sloupce, olejových nádrží a podpěrných bloků, pracovní deska je pevně připojena k dolní části levého a pravého sloupce.

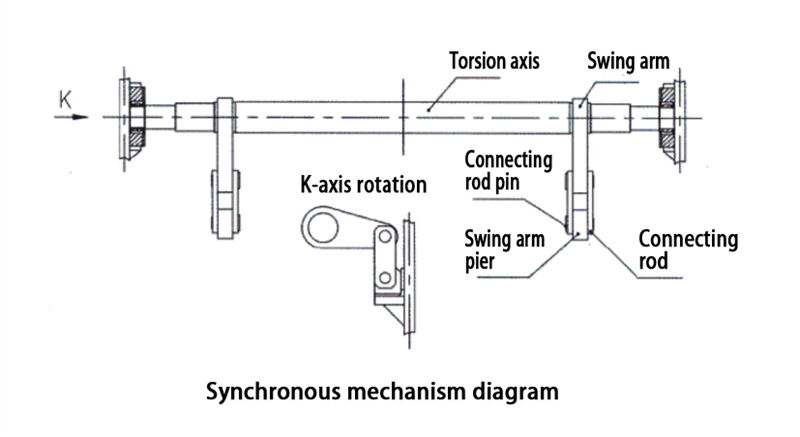
5. Synchronizační mechanismus
Mechanický vynucený synchronizační mechanismus, skládající se z tavitelné osy a kloubové paže, má jednoduchou konstrukci, stabilní výkon a vysokou přesnost synchronizace.

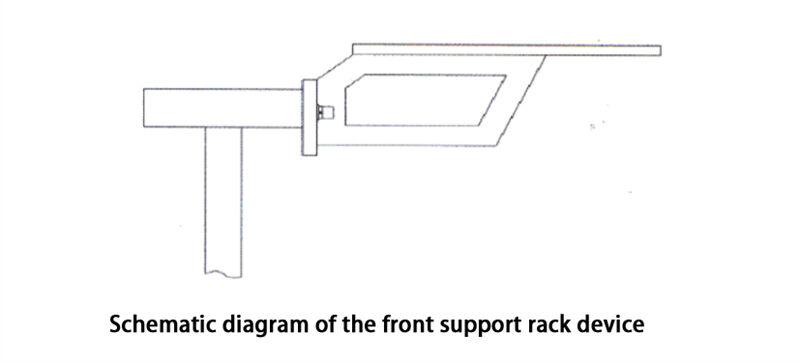
6. Zařízení pro přední podporu
Přední podpůrné zařízení slouží k podpoře a držení dílu.
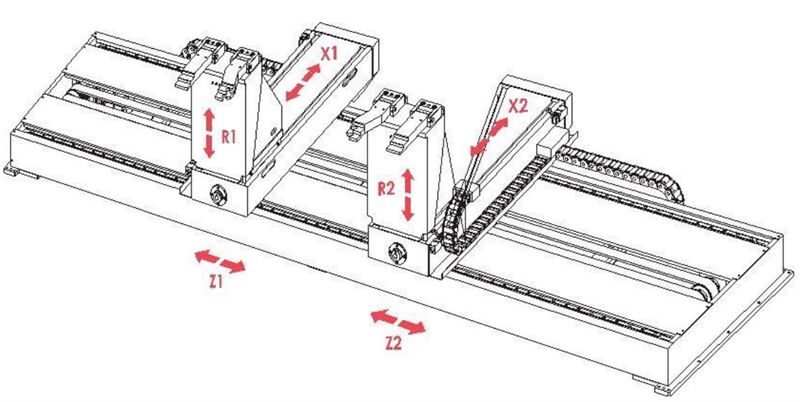
7. Zadní měřítko
Zadní měřítko je cennou součástí stroje a hraje důležitou roli při skutečné ohybové práci. Následující je několik popisů zadního měřítka: Ovládá se pomocí tlačítka na operačním panelu, které pohybuje motorem poháněným rámem zadního měřítka dopředu a dozadu.

8. Střechový brzdní kámen
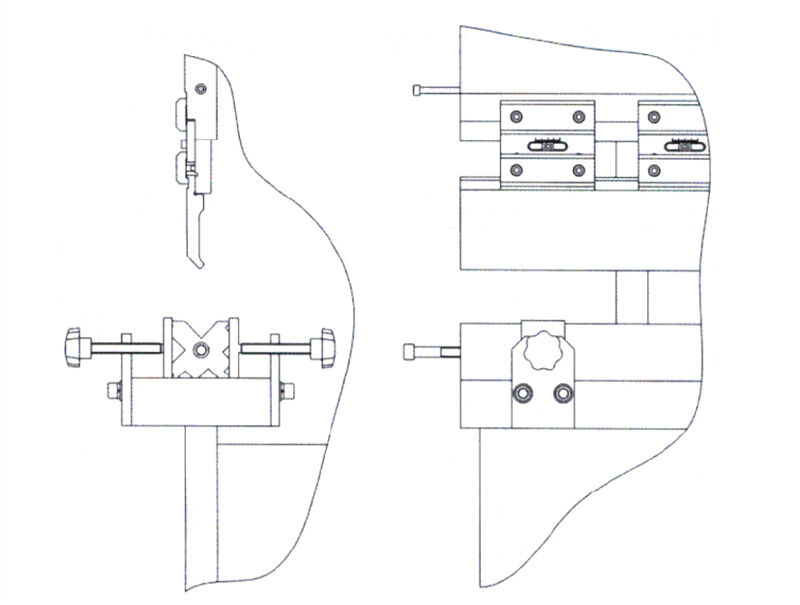
(1) Horní matice je nainstalována na posuvnici a pevně připoutána spojovací deskou a tlakovou deskou. Horní matica je vybavena mechanismem jemného nastavení, který se pohybuje vlevo a vpravo šikmo a slouží pro horní a dolní kompenzační jemné úpravy horní matice za účelem zajištění přesnosti ohybové součásti.
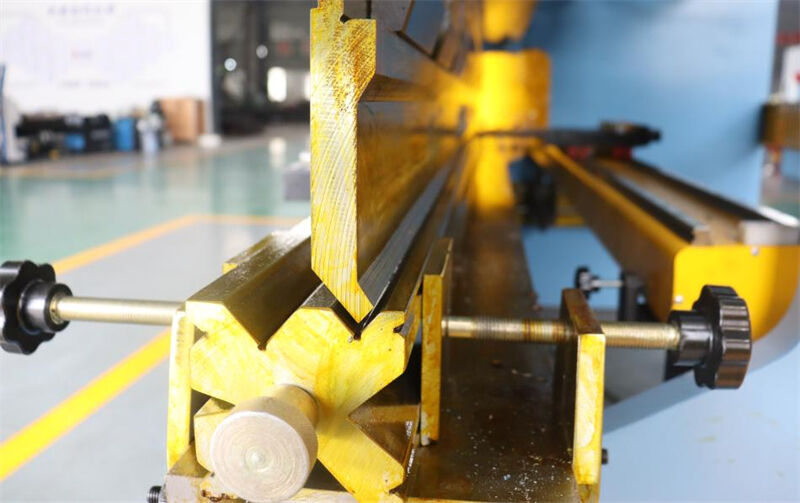
Dolní matica je nainstalována na pracovní desce. Rotující páka může tlačit dolní matici vpřed a vzad pro zarovnání středu ostří horní matice.

(2) Nastavení matice
a. Nastavování a odstraňování matice musí být dokončeno vyškolenými a oprávněnými profesionály a striktně dodržovat požadavky elektrických specifikací.
b. Nastavte posuvník na příslušnou horní mrtvou pozici podle výšky vybraného formu.
c. Při montáži formy vypněte olejový pumpu a strojové zařízení nespouštějte.
d. Odstraňte nepožadované látky, záblesky a špalky z formy a plochy pro montáž formy.
e. Nejprve nainstalujte horní formu, poté spodní formu.
f. Po montáži formy věnujte pozornost utahování vinného.
g. Po instalaci strojního zařízení spusťte olejovou pumpu, aby se posuvník pohnul dolů a ovládal se v požadované vhodné poloze. Zkontrolujte, zda jsou horní a spodní formy zarovnány, tj. zda jsou mezerky na obou stranách horní formy ve V-tvarém dráhu stejné. Pokud ne, upravte spodní formu a pevně ji zakotvěte, aby se strojní zařízení vrátilo do horní mrtvé body. (Poznámka: Udržujte mezeru mezi horní a spodní formami větší než tloušťka desky určené k ohýbání.)
h. Upravte nakloněný klín tak, aby se spodní plocha horního formu dala upravit pro dosažení minimální chyby úhlu ohýbání po celé délce ohýbání. Pro dosažení dobrého výsledku ohýbání lze nakloněný klín přizpůsobit podle skutečného výsledku ohýbání zkumavky. Pokud je skutečný úhel ohýbání při úpravě v daném bodě příliš velký, měla by se spodní plocha formu v tomto bodě upravit dolů, tj. uvolněte záchranný šroub a posuňte klín doleva. Po úpravě pevněji utáhněte šroub. V opačném případě upravte spodní plochu formu nahoru, tj. posuňte klín doprava.

(3) Poznámky k používání formy:
a. Pravidelně kontrolujte pevnost šroubů formy
b. Buďte opatrní při výměně formy a mírně ji položte na rám s formami vedle stroje, abyste ji nezpořádali.
c. Každá forma má svou maximální nosnost, nesmí být přetížena a ohýbána.
d. Když není dlouhodobě nebo vůbec nepoužíváno, horní forma by měla být snížena do V-tvaré drážky spodní formy, aby se dotýkala spodní formy nebo byla umístěna na plochou desku.
e. Pokud není forma používána, aby se chránila čep forma, lze ji položit na dřevěnou desku nebo gumovou plachtu a povrch formy může být namazán olejem.
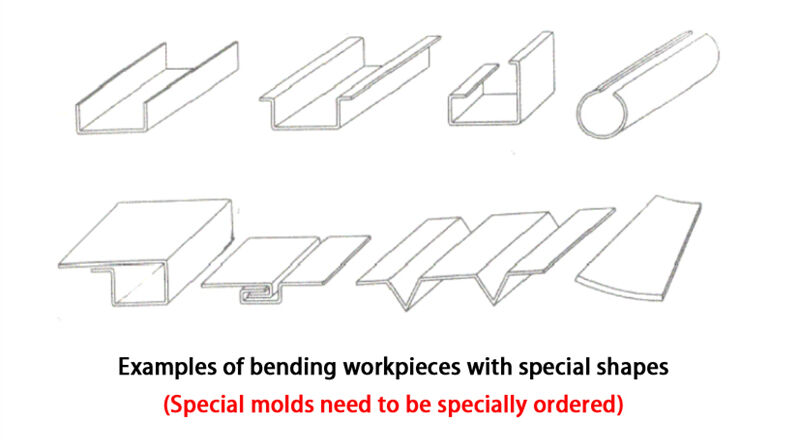
(4) Následující součásti lze ohnout