















































Основна информация за ножове за стригане
Като индивид с дълбока ангажираност в сектора, често забелязвам, че разбирането на стригалните лезия е от съществено значение за оптималното функциониране на машините. В този текст, "Стригални Лезия: Ключови Факти, Които Трябва Да Знаете," целта ми е да споделя критични познания относно тези ключови компоненти. Ще ви провеждам през основните аспекти, от техния дизайн и материали до стратегии за поддръжка, които могат да укрепят вашето разбиране и приложение на стригалните лезия. Независимо дали сте изкушен практик или новачък в областта, това ръководство е предназначено да ви помогне да вземате правилни решения за вашите проекти.
Съдържание
· Въведение
· Материал
· Процедури
· Безопасност на операциите
· Обслужване
· Приложения
Въведение
Гилотината обикновено използва материали за лези като T10, 9CrSI, 6CrW2Si, Cr12MoV, H13 и различни алойсирана челясти. Тези машини намират широко приложение в много сектори, включително леката промишленост, авиацията, корабостроението, метулургията, инструменталната база, електротехническите апарати, продукти от неръжавееща челясти, строителство на челястни конструкции и декоративни индустрии.
Чрез употребата на движещо се горно лезе в комбинация с неподвижно долно лезе, гилотината упражнява режеща сила върху метални листове с различна дебелина чрез подходящо калибриран пробел между лезата. Това действие води до разделянето на листовете по желаните размери. Като вид на ковачка машина, гилотината основно служи на металната procession индустрия. Общи класификации на гилотини включват педални (ручни), механични, hidrauličeski качащи се и hidrauličeski тормозни модели.
Стрижалните машини често се използват за отрязване на детали с прави краища. Процесът на стригане трябва да гарантира, че стриганите повърхности на отрязаните листове отговарят на изискванията за права и паралелност, като се минимизира искажението на листа, за да се получи продукт с висок качеството.
Материал
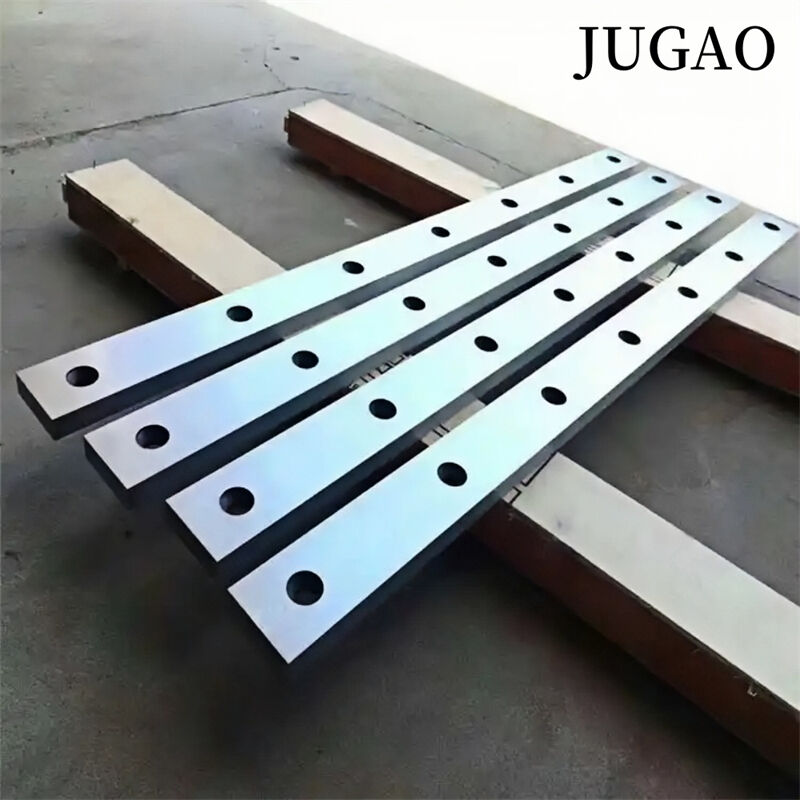
Изборът на материали за стригални лези включва три основни категории: углеродосъдържаща инструментална стомана, малкоалояна инструментална стомана и алойна инструментална стомана.
1. Углеродосъдържаща инструментална стомана: Обикновено углеродосъдържащата стомана включва материали като 65, 75 стомана, T8, T10 и др. Твърдостта при термична обработка на лези, направени от тези материали, е между HRC57-59 градуса, което ги прави подходящи за обработване на стандартни нискоуглеродни хладнопресовани плочи и обикновени A3 плочи. Характеристиката на този материал да бъде евтин и да предлагат разумна цена на продукта е особено предимство при переработката и отрязването на отпадъчни материали.
2. Нискоалоева инструментална стомана: Общи материали, използвани за нискоалоеви инструментални стоманени лези, включват 6Crw2sI, Cr5Mo1V, 9CrSi и Cr12MoV. Твърдостта при термична обработка на тези лези е в диапазона HRC58-62 градуса, което ги прави особено подходящи за рязане на неръжавеща стомана, горещоролирани плочи и средно до толсти плочи.
3. Алойна инструментална стомана: Материалите за режещите лези от алойна инструментална стомана се състоят от 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13 и други. Лези, направени от тези материали, се използват за горещоролирани стоманени блокове и за горещо рязане на средно до толсти стоманени плочи. Забележително е, че тези материали разполагат с устойчивост към високи температури и са по-малко склонни към анелация, което ги прави подходящи за горещо ролиране и процесите на горещо режене в стоманните заводи.
Инструкции
1. Заповядайте машината за стригане през няколко цикъла на холосто въртене, за да се потвърди нормалното й функциониране и да се провеждат пробни отсичания с различна дебелина, от тънка до гъста. Уверете се, че операторът е добре запознат с перформанса на лезицата на hidравличния гилотинен апарат за стригане.
2. Настройте разстоянието между лезиците според дебелината на плочата по време на пробното стригане. Неправилната настройка на разстоянието между лезиците може да доведе до намалена устойчивост на лезиците.
3. Включете превключвателя на манометъра по време на отсичането и следете показанията за масленият притисък. Притискът не трябва да надхвърля 20МПа при отсичане на плоча от 12мм. Дистанционният регулятор на притиск No9 е предварително настроен във заводските условия на 20-22МПа; потребителят трябва да спазва тази настройка и да не увеличава притискът над ограничението, за да се избегне повреда на машината.
4. Поддържайте баланс на звуковия режим при работа. Ако се забележи шум от лезиците на hidравличния гилотинен апарат за стригане, спрете работата и проведете проверка.
5. През работа на листонарязачния нож с hidrauličesko управление, уверете се, че температурата на масленикът остава под 60 градуса Целзий. Ако температурата надхвърли този лимит, машината трябва да бъде изключена и да се даде почивка.

1. Уверете се, че защитната облекло е добре прилегнало, закачете манжетите и не отваряйте края на палтото. Избегвайте да носят, премахвате или разполагате облекло върху машината, за да се предотврати завиването. Безопасностните хелими са задължителни, с коси, скрити в шапката; юбки и тапочки са забранени.
2. Операторите на този стан трябва да са добре запознати с основната структура, функционалността и операцията на листонарязачния нож с hidrauličesko управление.
3. Този стан е предназначен за рязане на различни плочи от стомана, мед, алуминий и не метални материали, при условие че толщината на материалите не надхвърля номиналната капацитет на машината. Материалите трябва да са без твърди бележки, сваруващи шлакове, включени шлакове и сварки, а прекалено голяма толщина не е допустима.
4. Инструкции за използването на лезицата на hidrauličeska гилотинна режачка:
A. Настройте разстоянието между лезиците да съответства на толщината на материала, който ще се рязе.
B. Променете профила или фиксатор според ширината на материала, предназначен за рязане.
C. Изпълнете 1-3 празни хода преди да стартирате машината; рязачната работа може да започне след като машината функционира нормално.
5. Ако по време на използването се забележат нередности, моментално изключете електричеството и проведете проверка преди да рестартирате.
6. Когато регулирате стана, уверете се, че електроподаването е изключено. Бъдете внимателни с безопасността на ръцете си при преместването на работните парчета.
7. Поддържайте често смазване на всички машинни компоненти. Операторите трябва да допълват смазното масло веднъж на смена, докато механниците трябва да прилагат смазка на ролките подшипници едно пъти на полугодие.


Поддръжка
Правилното поддържане на ножницата е важно за продължителния й срок на служба и гарантирането на потребителското удобство. Ножницата, като вид на ковачна машина, основно обслужва металургическата индустрия. Следващото обрисува процедурите за поддържането на ножницата.
1. Строго спазвайте операционните протоколи.
2. Преди стартирането на машината, приложете смазно масло според смазната карта. Постигнете да бъде чисто и без отложения.
3. Регуларно изчиствайте ножниците, прилагайки противржавно масло на всички неописани части.
4. Редовно заменяйте и допълвайте смазното масло в моторните подшипници и провеждайте редовни проверки на електронните компоненти, за да се гарантира нормално, безопасно и надеждно функциониране.
5. Периодично проверяйте триъгълния ремен, дръжката, връвчето и бутона на лезията на машината за стригане за повреди. Ако лезието показва сериозно износване, заменете го незабавно и докладайте за нужда от запасни части.
6. Редовно проверявайте и подновявайте ключалцата, страховките и дръжките, за да се осигури надеждно функциониране.
7. Смазвайте и чистете машинното устройство 10 минути преди края на всеки работен ден.
8. Строго забранявайте употребата от неомолени лица и осигурявайте спирането на машината от уполномощени лица.
9. Изберете подходящо разстояние между лезиите в зависимост от толщината на плочата.
10. Уверете се, че плочата е без примеси и твърди предмети.
11. Избягвайте стригане и сварване на стари плочи.
12. Не стригайте прекалено много толки плочи и редовно коригирайте разстоянието между горната и долната лезие.



Приложение
Малките и средните лези за CNC строгачни машини се използват в хидравлически гийотинни строгачни машини, хидравлически клонящи строгачни машини, механични строгачни машини, педални строгачни машини и различни други ковачески машинни инструменти. Те често се използват при обработка на тънки листове, лека промишленост, електроприбори, метулургия, инструменти, корабостроене, авиация, продукти от нержавееща оця, строителство на стоманени конструкции и декоративна индустрия. Применението им охваща множество големи области, включително метулургия, упаковка, хартия, печат, картон, градина-древесина, каучук и пластмаса, храна, електронни материали, корабостроене, строителство и ремонт, автомобилна производствена industriя и механични оборудвания.
Относно Гари Олсен
Като посветен автор и редактор за JUGAO CNC, специализирам се на предоставяне на познавателни и praktични материали, насочени към металургическата индустрия. С години опит в техническото писане, фокусирам се на предоставяне на дълбоко разработени статии и уроци, които помагат на производителите, инженерите и професионалистите да останат наясно с най-новите иновации в обработката на листово метал, включително CNC пресови чекмеджета, хидраuliчни пресове, машини за стригане и други.

