















































CNC Turret Punch Press-lər üçün Nihayi Rehber0
Bu Nihai Rehberdə Cnc turret punch press , bu əsas texnik sənəd haqqında fikirlərimi və məşqimi paylaşmaqdan şərəf daxil edirəm. CNC maşınlaşdırma dünyasına yeni gələn olursunuz ya da hazırkı prosesləri gücləndirməyə çalışırsınız, bu rehber sizi ən yaxşı üsullar, optimallaşdırma texnikaları və proqramlaşdırma strategiyaları haqqında geniş məlumatlarla təmin edəcək. Operasiyanın əsas principindən effektivliyi maksimuma çatdırmaq üçün təkliflərə qədər, mən informasiya verəcəyim. Mənimlə birgə CNC turret punch press-ləri effektiv şəkildə istifadə etmək üçün xüsusiyyətlər, faydalar və ən yaxşı üsullar haqqında müzakirə edin.
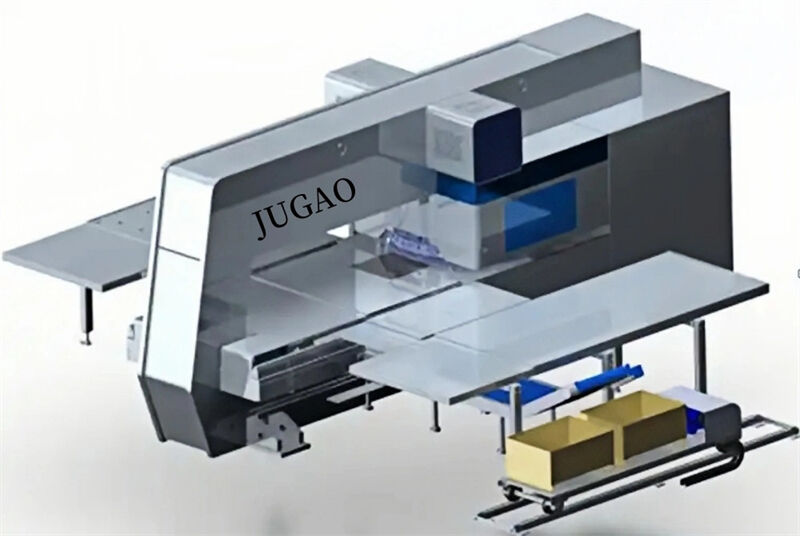
CNC turret punch CNC-nin əsas kateqoriyalarından biridir çürük , ingilis adı ( Cnc turret punch press ), qısaltması NCT. Sayğılı Kontrol Turret Punch (NCT) maşın, elektrik, sıvı və gazı birləşdirir. Bu, plakanın üstündə delmək və kiçik çəkilmə və formasını yaratmaq üçün istifadə olunan basinq işləmə cihazıdır.
Məzmun cədvəli
Xüsusiyyətlər
Sayğılı Kontrol Turret Punch (NCT) kompüter idarəetmə sistemi, mexaniki və ya hidrolik güc sistemi, servomekanizmi təchizatı, formantapilmiş kitabxana, forma seçimi sistemi, periferik proqramlaşdırma sistemi və s. daxil olmaqla müxtəlif elementlərdən ibarətdir.
Sayğılı kontrol turret punch (NCT) proqramlaşdırma proqram tərəfindən (və ya əl ilə) hazırlanmış işləmə proqramıdır. Servo təchizat sistem platini işləməyə uyğun mövqe yollayır. Eyni zamanda, forma seçimi sistemi forma kitabxanasında uyğun formanı seçir və hidrolik güc sistemi proqram tərəfindən avtomatik olaraq işçinin işləməsini tamamlayır.
Siniflandirma
Rəqəmsal idarəetmə türbina vurucu (NCT) tam elektrikli servodurulu rəqəmsal idarəetmə türbina vurucuya, mexaniki rəqəmsal idarəetmə türbina vurucuya (flywheel rəqəmsal idarəetmə türbina vurucuya) və hidrolik rəqəmsal idarəetmə türbina vurucuya bölünür.
Onların arasında, tam elektrikli servodurulu rəqəmsal idarəetmə türbina vurucu bu sahədə tamamilə yeni növ türbina vurucudur. Qurğu servomotorun direkt sürüş texnologiyasından istifadə edir, beləliklə, sadə, ürəyli və güvəndirləşmiş mexaniki əsas sürüş strukturu koruyur. Eyni zamanda, hidrolik əsas sürüşdən daha yaxşı xüsusiyyətlərə malikdir. Başqa bir sözlə, çox böyük xüsusiyyətlərə və funksionallaşmaya malikdir. Qurğuda tamamilə elektrikli servodurulu intelligent vurucu var ki, bu da faylanma, formalaşdırma, qovma və yazma kimi müxtəlif prosesləri yerinə yetirmək olanağı verir.
Mexaniki türbina vurucuları uzun müddətli stabillikləri, uzun ömürlülükü və tam elektrikli servodurulu CNC türbina vurucularından daha aşağı qiymətləri səbəbindən geniş miqdarda istifadə edilir; lakin effektivlik və funksionallaşmada çox aşağıda qalır.
Hidrolik şəhərli dərənləndirici makinələri təsirli hidrolik yağın istifadəsi tələbi və yüksək temperaturda iş ortamına uyğun olmamaları səbəbindən proqressiv şəkildə populyarlıq yoxlaşmışdır.

Hərəkət axisi
X axis: İş malinin yatağın uzunluğuna perpendikulyar olan istiqamətdə hərəkət etdirilən servodrayv aksı
Y axis: Servodrayv aksi, iş malini yatağın uzunluğuna paralel olan istiqamətdə hərəkət etdirir
A axis: Dönməli şablonlu tələf çuvayı seçən döyüş aksi
C axis: Avtomatik indeksasiya üçün istifadə edilən döyüşü hər hansı birtərəfə döndürə bilən aks
Emal üsulları
1. Yalnızca dərənləndirmə: düz xətt dağılımı, yay dağılımı, çevrili dağılım və qızıl delik dərənləndirməsinə daxil olmaqla, yalnız bir keçid ilə tamamlanan dərənləndirmə.
2. Eyni istiqamətdə davam edən dərənləndirmə: uzun deliklər və ürəklərin təmizlənməsini işlətmək üçün dairəvi şablonları hissə-hissə üst-üstə gətirən prosesdə istifadə edilir.
3. Çox səhifəli davamlı dövmə: kiçik formaları istifadə edərək böyük lüleləri işləmək üçün metod.
4. Nişlənmə: kiçik çevrəli forma ilə arxanı kiçik addımlarla davamlı dövmək.
5. Yalnız formatlama: bir dəfədə mövcud forma şəklindən asılı olaraq qısa çəkilmə vasitəsiylə formatlama metodu.
6. Davamlı formatlama: forma ölçüsündən böyük olan formatlama üsulları, misal üçün, böyük ölçülü persenlar, rulo riblari və rulo addımları.
7. Massiv formatlama: böyük panel üzərində bir neçə eyni və ya fərqli işçilərin formatlanması üsulları.

İşləmə stansiyası
Turret forması, işlədə biləcəyi lüle diametrinə görə təsnif edilir, bu da formanın seçilməsinə kömək edir. Onlar ədətən A, B, C, D və E beş sinifə bölünür.
A sinifi (1/2 inc) stansiyası: Φ1.5-dən Φ12.7 milimetrə qədər olan işləmə diapazonu
B sinifi (1-1/2 inc) stansiyası: Φ31.7 milimetrən az işləmə diapazonu
C sinifi (2 inc) stansiyası: Φ50.8 milimetrən az işləmə diapazonu
D səviyyəsi (3-1/2 inc) istasyonu: İşləm məsafəsi Φ88.9 milimetrdən azdır
E səviyyəsi (4-1/2 inc) istasyonu: İşləm məsafəsi Φ114.3 milimetrdən azdır
Tipik olaraq, təsadüfi konfigurasiyanı dəyişmək lazımdır, aşağıdakı çevrilmələr izlənir: 1D = 8A = 4B = B + C.

Tətbiq sahəsi
Bizim məhsullarımız, elektrikli texnikalar, çat çantaları, perdə duvar dekorları, ev texnikaları, lift endüstiris, it otlarının hazırlanması, kondisionerlər, mutfak texnikaları, ofis texnikaları, demir möbilyaları, tibbi texnikalar və işığlanma qurğuları kimi sualqayı işləmə prosesində geniş sahədə tətbiq edilir. Bir neçə dəstə və ya unikal plastrın şablonlaşdırılması üçün fərqli forması və ölçüsündə olan buraxılışlar və hissələr üçün tek buraxılış və dəst buraxılış üsulları istifadə olunur.

Gary Olson haqqında
JUGAO CNC-ə mənbə kimi təqdim olunan məqalələr və redaksiya işləri ilə bağlı fəaliyyət göstərən, mən metal işləmə sənayesi üçün uyğunlaşdırılmış fikir verici və praktik məzmun təqdim etmək üzərə çalışıram. Texnik yazıcılıqda ildələr dəyişdirib, yaradılanları və inžinurləri son texnologiyalar haqqında məlumatlandırmaq üçün detallı məqalələr və qovluqlar hazırlayıram, bu da CNC pres-brake'lər, hidrolik preslər, kesim makinələri və digərləri daxil olmaqla sayt metal işləməsində innovasiyalara dair məlumat verir.

