















































Mükəmməl maşınlaşdırma nəticələrinə gedin: Şəxül burxını idarə edin
Əgər sizə cürək və neticələrə səbəb olunan qabaqcıl kesimlər və dəqiqliksiz maşınlaşdırma nəticələri məsələləndirsə, bu, əslində, çox vaxt yuvarlaq açının diqqətsizliyindən gəlir, ki bu, ümumiləşmiş və effektiv kesimlər üçün əsas elementdir.
Kəsik bucağı, maşınlaşdırma dəqiqliyini, alət ömrünü və enerji effektivliyini təyin etməkdə əhəmiyyətli rol oynayır. Kəsik bucağını optimallaşdırmaq materialın deformasiyasını və kəsik mənfiyi açıq şəkildə azalta bilər, bu da proqressi artırır. Bu aspektin nə qədər əhəmiyyətli olduğunu maşınlaşdırma proseslərində daha yaxşı izah edək.
Nədir Kəsik Bucaq?

Kəsik bucaq, maşınlaşdırma prosesi zamanı, məsələn, çevirmə, miling və ya kəsmə zamanı, kəsik sahəsi ilə kəsik istiqaməti arasındakı bucaqdır. Bu, materialın necə işləndiyindən və iş parçalından necə ayrıldığına görə hesablanır. Optimal kəsik bucaq kəsik gücüni minimallaşdırır, alət xərcini azaldır və yaxşı səth bitişini təmin edir.
Sadəcə deyilək ki, kəsik bucaq, materialın deformasiyasının və iş parçasından ayırılmasının effektivliyini təyin edirdikləndlə maşınlaşdırma prosesində əhəmiyyətli rolu oynayır. Bu, çip forması və maşınlaşdırma prosesində sarf olunan enerjiyi böyük dərəcədə təsirləyir.
Kəsik Bucağını Optimallaşdırmanın Əsas Fərd
Dəqiqliyin Yaxşılaşması
Düzləndirilmiş bir qırmalık bucağı, materialın fasonunu minimuma endirən və daha düzgün və daha doğru kəsmələrə səbəb olan kəsmə prosesini təmin edir. Düzgün çip forması, işlənmiş səthdəki nömrələri azaltır və mükəmməl bitişə malik olur. Hava uzay və avtomobil sektorları kimi sahələrdə, hətta kiçik sərhədlər də funksional fərqələşmələrə səbəb ola bilər, beləliklə precision əsasdır. Qırmalık bucağını optimallaşdırmaq, istehsal zamanı daha sıx tolerans və sabit keyfiyyət təmin edir.
Alaşağında olan alət xərclənməsi
Qırmalık bucağı optimallaşdırılırsa, kəsmə mukavemeti böyük dərəcədə azalır və bu da kəsmə alətinə təsir edən isti və stres miqdarını azaldır. Bu isə alətdəki xərclənməni yavaşlatır, alətin ömrünü uzadır və alət əvəzələrinin tezliyini azaldır. Nəticədə, bizneslər, yüksək keyfiyyətli nəticə saxlayarkən alət xərclərindən yararlana bilər. Məsuliyyət və effektivliyi artırmaq üçün alətinqırızmasının riski də azalır və istehsal kesilməzsən davam edir.
Ümumi Keyfiyyətin Artırılması
Optimallaşdırılmış bir qırmalık bucağı, effektiv çip çıxarımına imkan verir, daha az elektrik sərfi ilə daha ümumiyyətlə yaxşı kəsməni təmin edir. Bu, daha sürətli maşınlaşdırma dövrünü və artan nəticəni təmin edir, bu da sıx istehsal müddətlərini yerinə yetirməkdə əhəmiyyətli olan şeydir. Daha aşağı enerji tələbləri də maliyetləri azaltmağa və sürdürcü praktikaları dəstəkləməyə kömək edir. Ümumi hasilatı artıraraq, şirkətlər keyfiyyətdən fayda almadan daha yaxşı qazanc əldə edə bilərlər.
Qırmalık Bucağının Maşınlaşdırma Prosesində Əhəmiyyəti
1. Kəsmə Qüvvəsinə Təsir

Qırmalık bucağı, maşınlaşdırma zamanı yaşanan kəsmə qüvvələrindən doğrudan təsir edir. Yuxarı qırmalık bucağı, materialı çıxarmaq üçün tələb olunan kəsmə qüvvəsini azaldır. Optimal qırmalık bucağı varsa, çipin deformasiyasında daha az enerji itirilir, bu isə daha aşağı kəsmə sərfi və kəsmə alətlərindəki ausulmanın azalmasına səbəb olur.
2. Səth Keyfiyyəti

Səth bitməsi, xüsusi ilə kosmik və avtomobil sektorları kimi, səth bitməsinin keyfiyyəti nəticədəki məhsulun işləməsini və təhlükəsizliyini doğrudan təsirləyən, bir çox maşınlaşdırma əməliyyatlarında kritiki önəmli faktordur. Səhv qırılma bucağı, səth bütövlüyünə köçürmə sürəti, təchizat sürəti və kesim derinliyi kimi maşınlaşdırma parametrləri təsir edərək, səth intiqamı, titrilmə izləri və düzdüzsüz teksturlar kimi xarakteristiklərə səbəb olmaqla pis səth bitmələrinə səbəb ola bilər.
3. Çip forması
Çip forması, maşınlaşdırmanın integarlı hissəsidir. Qırılma bucağı, ümumiyyətlə istənilən qırılma bucağının uyğun olduğu, tərcih edilən, təkrarlanan çiplər kimi çip növünü müəyyənləndirir. Tərsinə, təkrarlanmayan çiplər, pis qırılma bucağı ayarları göstərməsi mümkün olan hər iki alət və iş materialını də zədələ bilər.
4. Material silmə effektivliyi
Əməliyyat maliyetliliyini təmin etmək üçün materialın effektiv şəkildə silinməsi əhəmiyyətli dir. Optimal qırmızlama bucağı, materialın minimum enerji istifadəsi və isti yaradılması ilə silinməsini təmin edir, bu da ümumi olaraq maşınlaşdırma effektivliyini artırır.
Qırmızlama bucağını təsirləyən faktorlar
Maşınlaşdırma zamanı qırmızlama bucağını təsirləyən bir neçə faktor var. Bu faktorları anlamaq, maşınlaşdırma əməliyyatlarını effektiv şəkildə qurmak üçün çox əhəmiyyətli-dir:
1. Material xüsusiyyətləri
Maşınlaşdırılan materialın növü və sertliyi ideal qırmızlama bucağına doğrudan təsir edir. Sert materiallar, misal üçün, rustizm və titan, effektiv kəsmə və dəyişmənin azaltılması üçün daha oğurlu qırmızlama bucaqları tələb edir. Tersinə, yumşaq materiallar, aluminium və plastik kimi, daha geniş qırmızlama bucaqlarına icazə verir. Mərhələ, zərəncəh strukturu və qırıqlıq da qırmızlama bucağının seçilməsinə təsir edə bilər, optimal işləmə üçün material-əməliyyatlı düzəlişlərin əhəmiyyəti ilə.
2. Kəsmə aləti geometriyası
Kəsmə alətinin rəqəmli və rəqəmsiz bucaqları, qırmalama bucağının effektivliyini müəyyən etməkdə əsaslıdır.
· Rəqəmli Bucaq: Mükəffəd rəqəmli bucaq çip akışını artırır, kəsmə mukavemetini azaltır və alət xərclənməsini minimala endirir. Amma, çoxlu rəqəmli bucaq, xüsusən cərrahi materiallar üçün, alətın sərhədini zəifləndirə bilər.

· Rəqəmsiz Bucaq: Bu bucaq alətin iş materialına toxunmasını dayandırır, mürəkkəblik və istilik yaradılmasını azaltır. Kifayətsiz rəqəmsiz bucaq pis səth bitmişi və sürətləşdirilmiş alət xərclənməsinə səbəb olacaq.
Material və kəsmə şərtlərinə uyğun dəqiqlik geometriyasına malik alətləri seçmək, effektiv kəsmə və uzun alət ömrünü təmin edir.
3. Kəsmə sürəti və feed ratsiyası
Kəsmə sürəti və feed ratsiyasının nastları, qırmalama bucağının performansını optimallaşdırmaq üçün vacibdir.
· Kəsmə sürəti: Yüksək kəsmə sürətləri sərfat keyfiyyətini yaxşılaşdırır və kəsmə gücü azaltır, lakin istilik ümumiyyətlə artmağa görə bilər. Material xüsusiyyətlərə əsaslanaraq sürəti dəyişdirmək, məhsuldarlıq və alət dayanıqlılığı arasındakı balansı təmin edir.
· İllik sürəti: Səhih illik sürəti, effektiv çip forması yaratma və alət və iş materialı üzərindəki aşırı yükdən qorumağın üçün vacibdir. Çox yüksək illik sürəti, pis sərfat keyfiyyətinə və alət zədələnməsinə səbəb ola bilər, lakin çox aşağı sürət, materialın effektiv silinməsinə səbəb olmayabilir.
4. Maşıninqaların hazırlığı və stabilliyeti
Maşının precisionu və stabilliyeti də əhəmiyyətli rol oynayır. Hər hansı yanlış düzgünlik və ya rəddiyyət kəsmə prosesini pozitiv şəkildə təsirləyə bilər və bu da optimallaşdırılmış bir shearing açısı nəticəsini azalda bilər. Optimal shearing açısı avantajlarından tamamilə istifadə etmək üçün, regular maşın kalibrasiyası, düzgün alət tutqısı və stabil iş materialı yerləşdirməsi vacibdir.
Bu faktorlərlə başa çıxmaqla, maşinçilər istisna qədər yaxşı kəsm performansı əldə edə bilərlər, alət ömrünü uzadıraq və ümumi məhsuldarlığı artıraraq, daimi olaraq yüksək keyfiyyətli nəticələri təmin edirlər.
Kəsik Bucağını Maşınlaşdırmaqdakı Optimallaşdırma
Bir maşınlaşdırma əməliyyatı üçün ideal kəsik bucağını əldə etmək üçün, istehsalçılar aşağıdakı ən yaxşı praktikaları nəzərə almalıdır:
1. Üyğün Alətləri Seçin

Optimal kəsik bucağını artırmaq üçün uyğun kəsm alətlərini seçmək əsas addımlardan biridir. Aşağıdakı faktorlara diqqət yetirin:
· Rake Bucaqları: Kəsmək üçün istifadə olunan materiala əsasən uyğun rake bucaqlarına sahib alətləri seçin. Məsələn, daha sıx materiallar effektiv kəsm üçün daha təz rake bucağına malik bir alət tələb edə bilər.
· Qabıq və Material: Xüsusi materiallardan (məsələn, karbid və ya yüksək sürətli çəlli) və fraksiyadan azaldan qabıqlara malik alətləri seçin ki, xüsus materialları təmin edə bilərlər.
· Xüsusi Alətlər: Unikal tətbiqlər üçün maşınlaşdırma tapşırıqlarınızın xüsusi tələblərinə uyğun şəkildə özəlləşdirilmiş alətlər nəzərə alınmalıdır.
2. Məşin Ayarlarını Düzəltmək
Məşinin işləmə parametrləri, qırışma bucağının effektivliyini doğrudan təsirləyir. Optimal kəsmə nəticələrini əldə etmək üçün material xüsusiyyətləri və istənilən kəsmə keyfiyyətinə əsasən ayarları dəyişdirmək lazımdır, məsələn, lama boşluqunu, qırışma bucağını və kəsmə sürətini.
· Verilən Hərəkət Sürəti: Effektiv material çıxarma ilə səth keyfiyyəti arasındakı balansı təmin edəcək verilən hərəkət sürətlərini təyin edin. Aşağı verilən hərəkət sürəti, çox sıxılaşan və ya明细li kəsmə zamanı daha yaxşıdır, əlavə olaraq yüksək sürətlər isə ciddi material çıxarma üçün istifadə edilə bilər.
· Kəsmə Sürətləri: Isınma yaradılmasını azaltmaq və kəsmə effektivliyini maksimuma çatdırmaq üçün kəsmə sürətlərini optimallaşdırın. Qovun materiallar üçün aşağı sürətlərdən istifadə edin ki, aşırı ausanı məhdudlaşdırın və yumşaq materiallar üçün isə produksiyaya imkan verən yüksək sürətlərdən istifadə edin.
· Kəsmə Diqqəti: Material və alət üçün uyğun kəsmə diqqətindən əmin olun. Çox böyük kəsmə diqqəti aləti stresləndirə və qırışma bucağının effektivliyini zədələ bilər.
3. İnkişaf Etmüş Təchizatda Yatırım Edin
Yüksek keyfiyyətli, texnoloji ilə təminatlandırılmış makinələr, qırmalama bucağını optimallaşdırmaq və uyğun nəticələri əldə etmək üçün çox vacib rol oynayır. Aşağıdakılara diqqət yetirin:
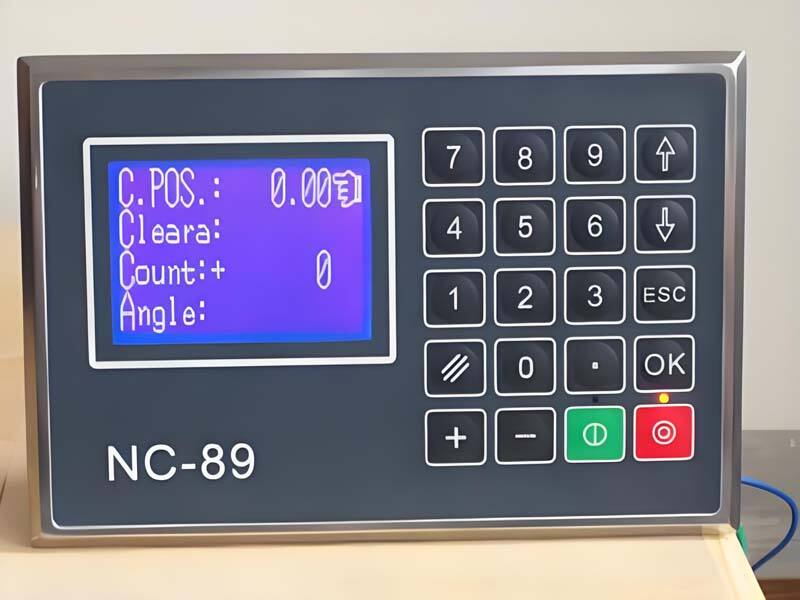
· Düzgün Maşınlar: JUGAO-nun pres jibləri və qırmalama maşınları kimi maşınlar, qırmalama bucaqları və başqa əhəmiyyətli parametrlər üzərində tam səsləndirmə imkanı verir, optimal işləməni təmin edir.

· Avtomatlaşdırılmış Sistemlər: Mürəkkəb proqram təminatına malik CNC sistemləri, qırmalama bucaqlarını, qırma sürətlərini və təchizat sürətlərini dəqiqliklə düzəltməyə kömək edir, insan xətasını azaldır və istehsal proseslərinin təkrarlanmasını yaxşılaşdırır.
· Dayanıklı Konstruksiya: Dayanıklı konstruksiya və stabilləşdirici platforma ilə təminatlandırılmış maşınlar, qırmalama bucağına təsir edən silsilələnmələri və düzgün olmayanlıqları aza edir və qırma keyfiyyətini saxlayır.
4. Təsnif və avadanlıqların idarə edilməsi

Düzgün xidmət və düzlükləşdirilən kalibrasiya, makinelerin maksimal performansda işləməsi və təkabül edən nəticələr göstərməsi üçün əsaslıdır. Xidmətinin etiraf edilməsi, misalı komponentlərin səhv yerləşməsinə, bal qaldırıcı aletlərin yaşayışına və düz bucaq nastilərinin pozulmasına səbəb olmaqla, hər iki məhsulun dəqiqliyi və effektivliyini təsirləyir. Təsnifatı saxlamaq üçün aşağıdakı addımları izləyin:
· Profesional Servis: Məkanik performansın yaxşı şəkildə diagnostikasiyasını və tənzimlənməsini etmək üçün müstəqil texniklərlə periyodik servis planlaşdırın. Profesional xidmət gizli problemləri aşkarlaya bilər və bütün komponentlərin birləşmiş şəkildə işləməsini təmin edə bilər, bu da makinanın istifadə ömrünü uzadır.
· Komponent Yoxlamaları: Spindallar, kəsmə başları və alət tutucuları kimi makinə hissələri, ausulması, zədələnməsi və ya səhv yerləşməsi üçün dövlətdən-dövlət yoxlanmalıdır. Vaxtlarla, davamlı istifadə və rəddəciliyyə bağlı kiçik dəyişikliklər ümumi performansı təsirləyə bilər. Bu problemləri erkən aşkarlayaraq və həll etməklə daha yaxşı işləmə və qiymətləndirilmiş dayandırma maliyyətindən qorunmağınız mümkündür.
· Planlaşdırılmış Kalibrasiya: Dəstgah parametrlərini, daxil olma sürətlərini, təchizatın işləmə sürətlərini və alət pozisiyalarını dövlədən-dövlə kalibrləyin. Kalibrasiya, maddə və işləmə prosesi üçün optimallaşdırılmış olan qırmalama bucağını saxlayır, buna görə də precisionu yüksəltir və materialın itirilməsini azaltır.
· Maşının optimal işləməsi və uzun ömürlülüyü üçün, SKF kimi istehsalçilər tərəfindən təklif edilən düzgün yağlama ilə hərəkət edən hissələri yeniləmək çox vacibdir ki, sürtməni azaltmaq və yuvarlqların əvvəlləşmiş itirilməsini önləyə bilək. Alət hərəkətini blok etdə biləcək və dizaynın düzgün olması ilə bağlı problemlər yarada biləcək atıkları və chip-ləri çıxarmaq üçün dövlədən-dövlə təmizlik lazımdır, bu da termo-forma paketləmə maşınlarında polimer sadə yuvarlqların tətbiqi ilə göstərilir. Bu praktika, diş xəstəlxanaları alətləri üçün ən yaxşı texniki idarəetmə üsulları ilə uyğundur, bu isə alət ömrünü uzadıb və smooth operasiyalara imkan verir.
Əlavə Təcrübə: Real Dünya Tətbiqləri
1. Hava Yolları Sənayesi
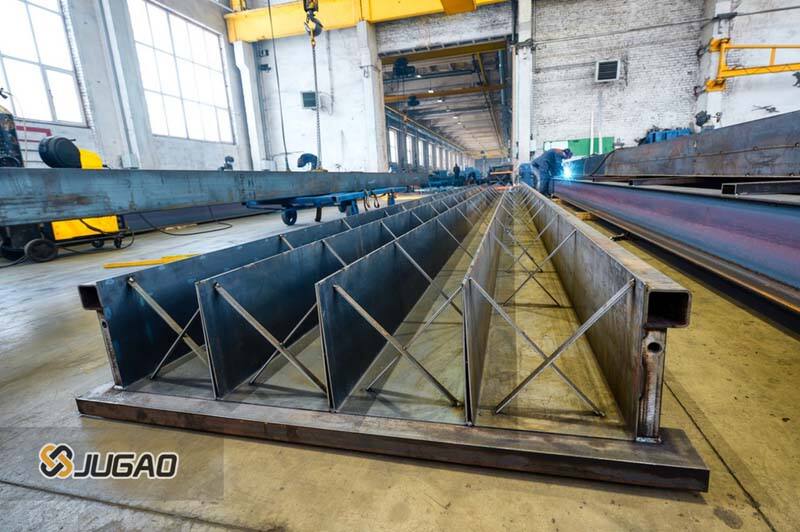
Uzay və hava sənayesi imalatında, dəqiqlik əsas məsələdir. Turbin qızqırığı, struktural panel və mühərriklər kimi elementlər çox dəqiqlik tələb edir. Yüksək-dəqiqlikli çevirmə və ya milimə zamanı qırmış bucağını optimallaşdırmaq aşağıdakılara imkan verir:
· İdləməsiz Səth Sonu: Elementlər hava dinamik müəyyənləyicilərini azaltmaq üçün ayna kimi səthlər əldə edir.
· Effektiv Material İstifadəsi: Titaniyum və yüksək-qüvvət alüyansları maliyyə olaraq gürültülü materiallardır, bu da atırmaları azaltmaq və optimal material istifadəsini təmin etmək üçün effektiv chip formatlaşdırma texnikalarının istifadəsinin vacib olduğunu göstərir.
Məsələn, uzunluqlu qabın imalatında, qırmış bucağı keyfiyyətə cəlb edici bir faktürdür və onların mütəxəssisliklə və performans standartlarına uyğun olması təmin edir.
2. Avtomobil imalatı

Avtomobil sənayesində, mühərrik blokları, süspensiyaya aid hissələr və cürək paneli kimi elementlər performans və dayanıqlılıq təmin etmək üçün optimallaşdırılmış maşınlaşdırma proseslərindən istifadə edirlər.
· Yuksek Dəqiqliqli Çevirmə: Kruank və kamshaftların istehsalı zamanı, dəqiqliqli qırma bucaqları eyni ölçüləri və səth bitimlərini saxlamağa kömək edir, hərəkət edən hissələrin effektivliyini artırır.
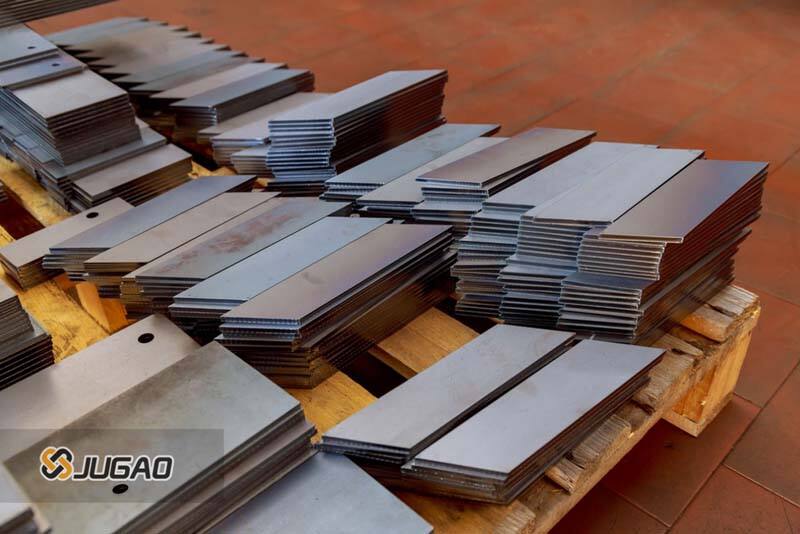
· Səhnəli Metall Qırılması: Avtomobil cürək panelini kesmə zamanı, qırma bucağı temiz kesim üçün çox vacibdir, çünki bu burrların formasını təsirləyir. Uyğun qırma bucağı optimallaşması burrların formatlaşmasını əhəmiyyətli dərəcədə azaltır, əlavə bitiş əməliyyatlarının lazımlığını minimuma endirir. Bu, montajda mükəmməl uyğunluq təmin edir və avtomobilin struktur integritetini saxlayır.
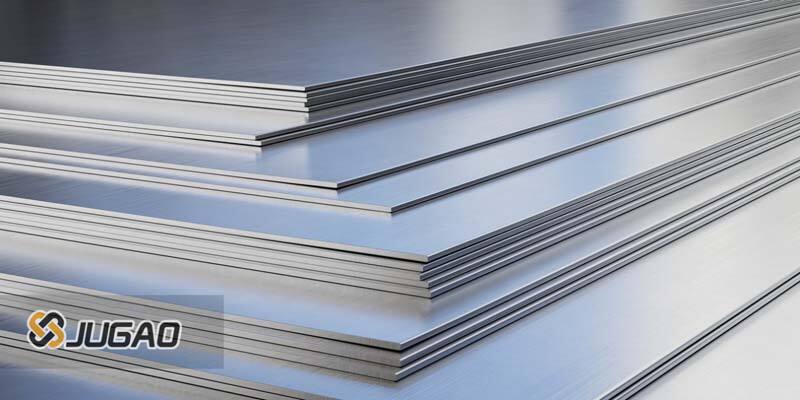
3. Səhnəli Metall İnkişafı

Təmir, ev texnikası və sənaye aparataqları daxil olmaq da olsun, bir neçə sahədə, qırma bucağı səhnəli metallin inkişafında çox vacibdir.
· Temiz Səhifələr: Qırma bucaqlarını optimallaşdırmaqla, səhifələr daha yumuşaq və temiz olur, montaj dəqiqliyini artırır və post-prosessin lazımiyyətini azalda bilər.
· Optimal kesim bucaqları: Uyğun kesim bucaqlarından istifadə edərək, materialın çevrilməsi əhəmiyyətli dərəcədə azalır, bu isə inkişaf etmiş maddələrdə kiçik dəyişikliklərə səbəb ola biləcəyi üçün məhsulun inteqrasiyasını saxlamaq üçün çox vacibdir.
Nəticə
Kesim bucağı sadəcə texniki bir ifadə deyil—bu, işləm effektivliyi, səth keyfiyyəti, alət xərci və ümumi hasilatı müəyyənləşdirməkdə əsaslı hesab gəlməz bir faktordur. Kesim bucaqlarının parametrlərini anlayaraq və optimallaşdıraraq, istehsalçılar işləm əməliyyatlarında böyük təşviqat əldə edə bilərlər, xərcləri azada bilirlər və məhsul keyfiyyətini yaxşılaşdıra bilirlər.
Qısa sözlə, əgər siz torno, milinq maşını və ya kesim texnikası ilə işləyirsinizsə, kesim bucağının əhəmiyyəti aşkar şəkildə ifadə oluna bilər. Dəqiqlik istehsalında mükəmmilliyyətə nail olmaq istəyən hər bir işləm spesialisti üçün kesim bucaqlarının prinsiplərini öyrənmək çox vacibdir.
Kəsik bucağının əlilliyini anlamaq və onu effektiv şəkildə tətbiq etmək, maşınlaşdırma professionallarının çətinliklərlə başa çıxmasını və hər əməliyyatda istisna olaraq yaxşı nəticələr almaqlarını sağlayacaq. Kəsik bucağını optimallaşdırmaq üzərində vakit haradaq her dəfə maşınlaşdırma effektivliyində və məhsul keyfiyyətində açıq qaydalara səbəb olacaq.
Gary Olson haqqında
Gary Olson, JUGAO CNC MAŞİNİNİN sayt redaktoru kimi işləyir və metal platinin işlənməsi ilə bağlı professional bilgiyi toplayır və rəyaləşdirir. Təfərrüatlı diaqnostikanın və dəqiqlikə qarşı sabit təqdimi, bütün texniki məzmunun dəqiqliyini, maraqlılığını və məlumatlılığını təmin edir. Gary Olson, JUGAO saytını dəyərli sənaye fikirləri ilə yeniləyib, metall işləmə sahəsində müştəriləri və professionalları təlimləndirib dəstəkləyir. Onun mükəmmilliyyətə qarşı təqdimi, JUGAO-nun onlayn mövcudluğunu artırır və metal platinin həllərində güvəndirici bir autoritet kimi təsis edir.Bütün Gary Olson-un yazılarını baxın

