Necə CNC hidrolik press bükme formalarını tənzimləyirik. Çarpıcı və aşağı xətti. Ümumi alətlər.

CNC hidrolik pres birliyi formu çox sayda hissədən ibarətdir, bu səbəbdən quraşdırma zamanı ətraflı diqqət ödənilməlidir. Quraşdırma tamamlandıqdan sonra tez-tez sinqronlaşdırılmalıdır. Məhsulun fərqli şəklləri üçün makinada xüsusi ştat və nıqlar var. Üst nıq və ştat hissələrə bölünmüş və ya kiçik adetlərdədir. Üstək formalar və alətlər də kiçik adetlər və ya hissələr olaraq istifadə edilə bilər. Üstək alət təyin edilməsi üçün aşağı dəstək ilə gələ bilər. Ümumiyyətlə, pres birliyi formunun quraşdırılması və düzəlməsi beş addımda tamamlanır.
1. Makina düzəlməsi. Quraşdırma əvvəlində, makina performansı əvvəlcə düzəldilməlidir. Bu addım sabr və ətraflı şəkildə yerinə yetirilməlidir. Makinanın toz, istifadə olunan demir fişəkləri və digər mövqeyə sahib olub-olmadığını yoxlayın və gələcəkdəki problemləri azaltmaq üçün lazımi temizliyi aparın.

2. Kaydırıcı vuruşunun düzəltməsi. Basqı mühəndisliyi formanın qalinliyini yoxlamağınız və yerləşdirilən modulların üst və aşağı nisbətinin normal olub-olmadığını yoxlayın. Normal şərtlər altında modul vuruş xətlərinin dəyişmə nöqtəsində idarə edilməlidir. Buna əlaqə verilməlidir.

3. Vuruş moduluunun düzəltməsi, yəni modulun üst limit pozisiyasının düzəltməsidir. Modul hər yerdə olduqda, switch ayarlanmalıdır və kaydırıcı üçün dayanma pozisiyası rezerv edilməlidir. Eyni zamanda, endirilmə zamanı sürət azaltma modulu icra edilməlidir, beləliklə machinə və basqı mühəndisliyi formasını daha yaxşı şəkildə korumaq üçün.

4. Fərqin düzəltməsi əsasən yerləşdirilən modullar arasındakı mesafənin ölçülmesidir. Xüsusi boşluq ayarı qatlanacaq platinə görə təyin edilməlidir.

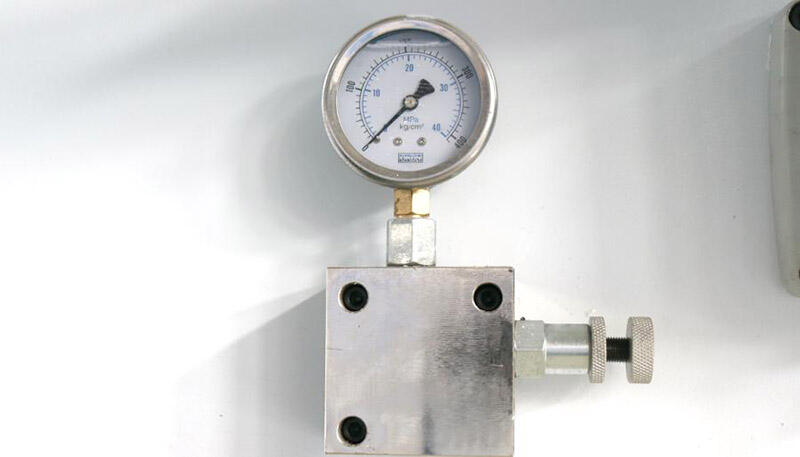
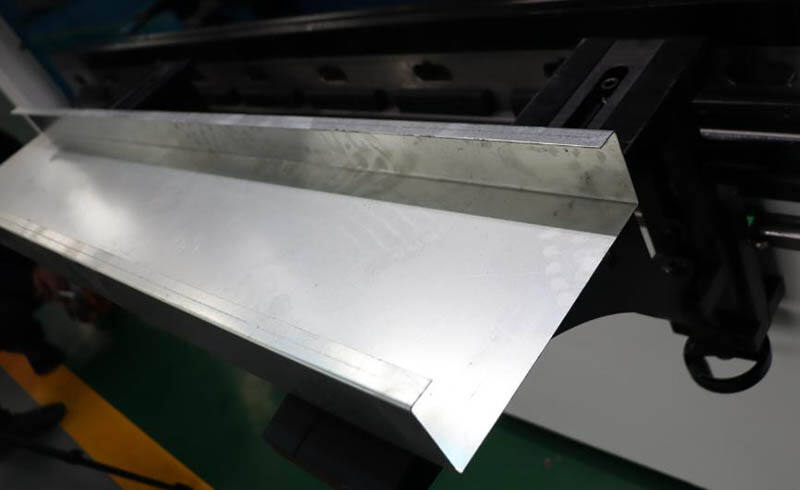
5. Bucaq调节. Bucaq adjustment-produkt ilə əlaqədar olan bir şeydir. Press-brake istehsalçısı sizə deyir ki, ümumi olaraq, 90° şablonunu bükdükdə, ortadakı bucaq hər iki tərəfdəki bucaqlardan daha böyük olmalıdır. Sonra adjusting vurğuluğuna əsasən onun sıxılığını düzəldin. Büküldükdə, formanın qatlanması üçün basınç pressure göstəricisi vasitəsilə düzəldilə bilər.