















































Qırmızma bıçakları haqqında əsas məlumat
Sektor ilə əməkdaşlıq edən şəxslər kimi, mən tez-tez qayğı bıçaqlarının maşınların optimal işləməsində əhəmiyyətini anlayıram. Bu mübahisədə, "Qayğı Bıçaqları: Bilinməli Aspektlər" adlı yazımda bu əsas hissələri sizə təqdim etmək istəyirəm. Bu ciddi elementlər haqqında mən sizi dizaynından, material növündən və texniki idarəetmə strategiyalarına qədər əsas məsələlər boyuca göstərirəm. Siz təcrübəli praktik olursanız da, ya da sahədə yeni gələn olursanız, bu rehber proqramlarınız üçün doğru seçiminizi etməyə kömək edəcəkdir.
Məzmun cədvəli
· Təqdimat
· Materiallar
· Proceduralar
· Təhlükəsizlik Əməliyyatları
· Xidmət Vəziyyəti
· İstifadə Sahələri
Tanışdırma
Kəsmə maşınına tipik olaraq T10, 9CrSI, 6CrW2Si, Cr12MoV, H13 və müxtəlif alüyans çelikləri kimi bıçaq materialları istifadə edilir. Bu maşınlar həmçinin əhən sənayi, aviasiya, gemi inşaati, metallurgiya, instrumentasiya, elektrik ev ağırlığı, qeyri-ferrit məhsullar, çəlkəvi struktur inşaati və dekorativ sənayədə böyük miqdarda tətbiq edilir.
Mobil yuxarı bıçaqla və sabit aşağı bıçaqla birgə işlədilərək, kəsmə maşını uyğun şəkildə nastilənmiş bıçaq boşluğunu vasitəsi ilə fərqli dərilliyə malik metal platalara kəsici gücü tətbiq edir. Bu, plataların istənilən ölçülərdə ayırılması nəticəsində baş verir. Kəsmə maşınına aid olan bu növ düymələmə texnikası əsasən metal işləmə sənayesində xidmət edir. Kəsmə maşınlarının ümumi klassifikasiyası pedal (ellə), mexaniki, hidrolik salınma və hidrolik brak modelərini əhatə edir.
Doğru kenarlı boşlukların kesilmesi üçün makinələr təsadüfi olaraq istifadə edilir. Kesim prosesi zamanı, kesilmiş sayfaların düzgünlük və paralellik tələblərinə cavab verdiyi ümumiyyətlə yoxdur, həmçinin sayfa fasonunun minimum səviyyədə saxlanması ilə yüksək keyfiyyətli nəticə alınır.
Material
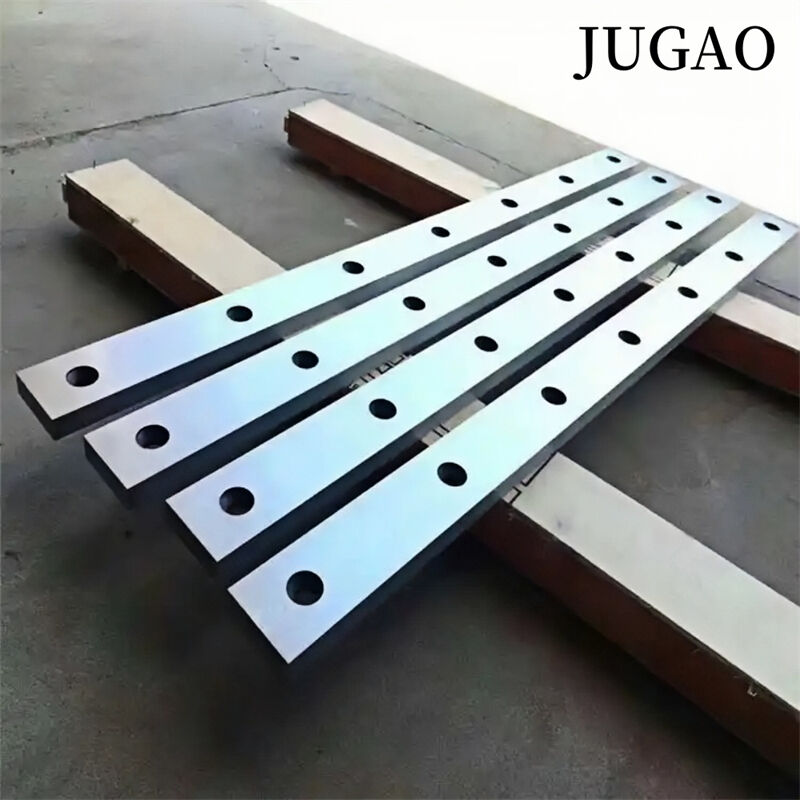
Kesim ləngələri üçün materialların seçimi əsasən üç kateqoriyaya bölünür: karbon-bağlı iş ağırlığı çeliyi, az qarışımlı iş ağırlığı çeliyi və qarışımlı iş ağırlığı çeliyi.
1. Karbon-bağlı iş ağırlığı çeliyi: Ədətən, karbon-bağlı çəliz T8, T10 və başqa materialları daxil edir. Bu materiallardan hazırlanmış ləngələrin istifadə temperaturlu sertliyi HRC57-59 dərəcələri aralığında olur, bu da onların standart aşağı karbonlu soğuq katılan plastrlar və ümumi A3 plastrları işləmək üçün uyğun olduğunu göstərir. Bu materialın qiymət-cəhdlərinin münasib olması və maddi atıkları kiçikləndirmək və ya kiçikləndirmək üçün istifadə etməkdə xüsusi faydası var.
2. Az alüyli dəqiqliq çeliyi: Az alüyli dəqiqliq çərək ətirəkləri üçün istifadə olunan materiallara 6Crw2sI, Cr5Mo1V, 9CrSi və Cr12MoV daxildir. Bu ətirəklərin istilik işlənməsindən alınan sertlik HRC58-62 dərəcələri aralığında olur, bu da onları rustli çələyin, istilik altındakı platalar və orta-yuxarı kətləkdəki platalar üçün xassən uyğun edir.
3. Alüyli dəqiqliq çeliyi: Alüyli dəqiqliq çərək ətirəkləri materiallarına 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13 və başqaları daxildir. Bu materiallardan hazırlanmış ətirəklər istilik altındakı çələyin blokları və orta-yuxarı kətləkdəki çələyin platalarının istilikda kesilməsi üçün istifadə olunur. Xüsusi şəkildə bu materiallar yüksək temperaturaya qarşı mürəkkəbdir və normallaşdırılmağa az yarandır, bu da onları çələyin zavodlarında istilikda rullama və istilikda kesim prosesləri üçün uygun edir.
ایضاحات
1. Qiymətli maşınıni bir neçə dövri boş iddialar üçün işə salın ki, normal işləməsini yoxlamaq və müxtəlif qalınlıqlardan test kesimlərini yerinə yetirəniz olasın, ağırdan çatana qədər. Hydraulik gilotin qiymətli maşının operatorunun qaynaqların performansı ilə yaxşı şəkildə tanış olması lazımdır.
2. Test kesimləri zamanı platin qalınlığına əsasən qaynaqlar arası boşluq təyin edilməlidir. Müraciət edilən qaynaqlar arası boşluq təyin edilməməsi qaynaqların dayanmaqlılığını azaltacaqdır.
3. Kesim əməliyyatı zamanı basinq göstəricisi switchini aktivləşdirin və hidrolik sıvının basinq göstəricisini izləyin. 12mm platini kesmə zamanı basinq 20MPa-dan artmamalıdır. Uzakdan idarə edilən basinq nizamlayıcı vəli 9 fabrikada 20-22MPa olaraq təyin edilib; istifadəçilər bu təyinatə əməl etməlidirlər və məhviyyət səbəbindən buraxılmayıb və ya belirlənmiş limitdən artıq artırılmamalıdır.
4. Səs balansını saxlayın. Hydraulik gilotin qiymətli maşının qaynaqlarında gürültü aşkar edilərsə, əməliyyatları dayandırın və yoxlamaları aparın.
5. Hidrolik gilotin qızartma bıçağının işləməsi zamanı, yağ tankının maksimum temperatürünün 60 dərəcə Celsiyanın altındakı saxlanılması lazımdır.Əgər temperatur bu limiti keçsə, makinanı dayandırmaq və istirahət etdirmək lazımdır.

1. müdafiə elbəsələrinin yaxşı üzlü olması, manşetləri bağlamaq və ceketin altını açmamaq lazımdır.Masin ilə bağlı olaraq giyimləri nəzərdən keçirməmək, çıxarmaqmam və ya onu masinin üzərinə atmaqdan imtina edin ki, buraxılmasın. Təhlükəsizlik şapkaları mütləqdir, tülkü içərisində saxlanılır; eteklər və slipperlər qadağandır.
2. Bu makina aləti operatorları hidrolik gilotin qızartma bıçağının əsas strukturu, funksionallığı və işlənməsi ilə yaxşı tanış olmalıdır.
3. Bu makina gərci, fərqli çelik, qızıl metalla, alüminium və qeyri-metal material plakalrını kəsmək üçün dizayn edilib, maddələrin qabaqcılının makina normasına uyğun olmaması şərtidir. Materiallar sert izlər, suveldilən xam, xam daxilinələri və suveldilən hissələrdən azad olmalıdır və artıq qabaqcıl təyin edilməmişdir.
4. Hidrolik guillotine kəsici makinasının daşıqlarını istifadə etmək üçün talimatlar:
A. Daşıq boşluğunu kəsilmək planlaşan materialın qabaqcılına uyğunlaşdırın.
B. Kəsilmək planlaşan materialın eninə əsasən profilləri və ya sabitçi nişanlarını dəyişin.
C. Makinayı işlətmədən əvvəl 1-3 boş hərəkət edin; makina normal şəkildə işləsə kəsmə işi başlaya bilər.
5. İstifadə zamanı heç bir işləmə problemi aşkar edilsə, yenidən başlamaqdan əvvəl elektrikni söndürün və yoxlayın.
6. Makina gərcisini düzəltməkdən əvvəl elektrik təchizatını söndürün. İş hissələri hərəkət etdirdikdən sonra ellərinizin təhlükəsizliyinə diqqət yetirin.
7. Yeddi. Bütün maşın komponentlərinin tez-tez sürtünməsi. Operatorlar hər növbədə bir dəfə sürtünmə yağı doldurmalıdırlar, mexaniklər isə altı ayda bir sürtünmə rulman hissələrinə sürtünmə yağı tətbiq etməlidirlər.


Xidmətlər
Kəsmə bıçağının düzgün saxlanılması ömrünü uzatmaq və istifadəçinin rahatlığını təmin etmək üçün vacibdir. Bir növ qılınc maşını olan kəsmə bıçağı, əsasən metal emalı sənayesinə xidmət edir. Aşağıda kəsmə bıçağı üçün baxım prosedurları təsvir olunur.
1. Əsaslı Əməliyyat protokollarına ciddi riayət edin.
2. Ərdoğan Hər bir maşın işə salınmadan əvvəl yağlama sxemində göstərildiyi kimi yağlama yağı tətbiq edin. Yağın təmiz və çöküntüdən azad olduğundan əmin olun.
3. Qoyun. Qırxma bıçağı daimi olaraq təmizləyin və boyalımamış yerlərə paslanmayan yağ sürün.
4. Qoyun. Motor rulmanlarında yağlama yağı müntəzəm olaraq dəyişdirin və doldurun və normal, təhlükəsiz və etibarlı işləməni təmin etmək üçün elektrik komponentlərinin müntəzəm yoxlanılmasını aparın.
5. Qırqıcı makinanın triqon şərəndi, idarəetmə ürəyini, düymələri və tövsiyə edilən hissələrini dövlətindən asılı olaraq yoxlayın. Əgər qırqıcı çatalları çox sıxışmışdırsa, onları əvəzinləyin və rezerv hissələrinə ehtiyacınız varsa bildirin.
6. Anaqları, sigortalara və idarəetmə ürəyinə dəqiq nəzarət edin və onları düzgün işləməsi üçün təmir edin.
7. Hər iş gününün sonunda 10 dəqiqə əvvəl maşınıni yağlaşdırın və toxun.
8. Yetkilisiz şəxs tərəfindən idarə etməyə qatıqlaşın və maşını yetkililər tərəfindən dayandırılsın.
9. Pleytların qoyuluğuna əsasən uyğun qırqıcı aralığını seçin.
10. Pleytlərdə bədən və ya sert obyektlərdən azad olduğundan əmin olun.
11. Eski pleytləri kəsmək və suveldirməkden imtina edin.
12. Sert pleytlərin çoxluqda kəsilməsinə icazə verməyin və yuxarı və aşağı qırqıcılar arasındakı aralığı rütbəli şəkildə düzəldin.



Tətbiq
Kiçik və orta ölçülü CNC qırmaz makinasi uzlaşları hidrolik guillotine qırma makinalarında, hidrolik salınan qırma makinalarında, mexanikiq qırma makinalarında, pedal qırma makinalarında və müxtəlif digər formalaşdırıcı makinada istifadə olunur. Onlar əsasən metal platinin işlənməsində, həqiqi sənayədə, elektrikli cihazlarda, metallurgiyada, aletlərdə, gemi inşa ediciliyində, aviaya, rustemal təchizatında, çelik konstruksiya inşa ediciliyində və dekorasiya sənayesində istifadə olunur. Onların tətbiqi çoxsaylı əsas sahələrə məxsusdur, metallurgiya, paketləmə, kağız, çap, karton, bağ ağacları, rubber və plastik, yiyecek, elektron material, gemi inşa ediciliyi, tikinti və təmir, avtomobil inşa ediciliyi və mexaniki texnika daxil olmaqla.
Gary Olson haqqında
JUGAO CNC-ə mənbə kimi təqdim olunan məqalələr və redaksiya işləri ilə bağlı fəaliyyət göstərən, mən metal işləmə sənayesi üçün uyğunlaşdırılmış fikir verici və praktik məzmun təqdim etmək üzərə çalışıram. Texnik yazıcılıqda ildələr dəyişdirib, yaradılanları və inžinurləri son texnologiyalar haqqında məlumatlandırmaq üçün detallı məqalələr və qovluqlar hazırlayıram, bu da CNC pres-brake'lər, hidrolik preslər, kesim makinələri və digərləri daxil olmaqla sayt metal işləməsində innovasiyalara dair məlumat verir.

