















































Afstelling van voumasjiene

1. Aanpassing van boggingskloof
drukstraal moet verslap en dit moet aangepas word wanneer die druk verslap is; beide kante moet aangepas word.
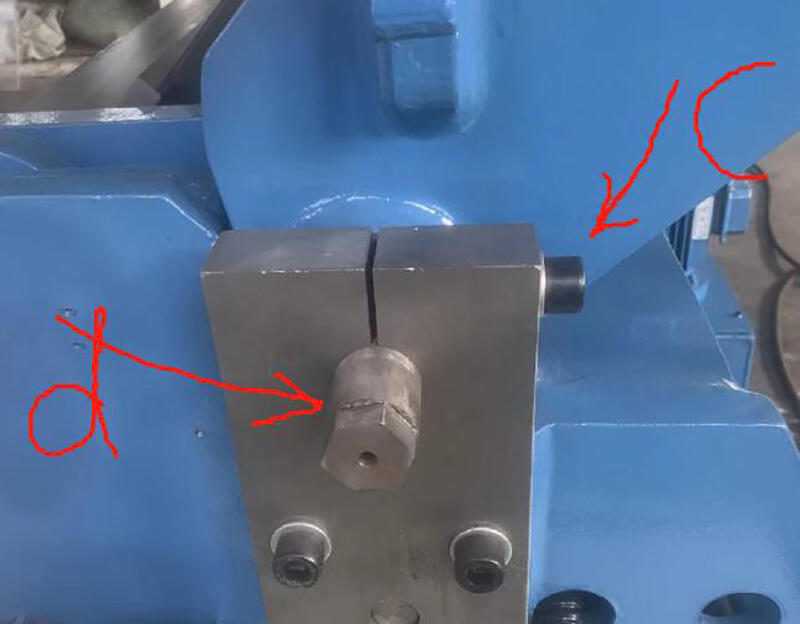
a) Verslap skroef C,
b) Pas die ekkerskaf d aan
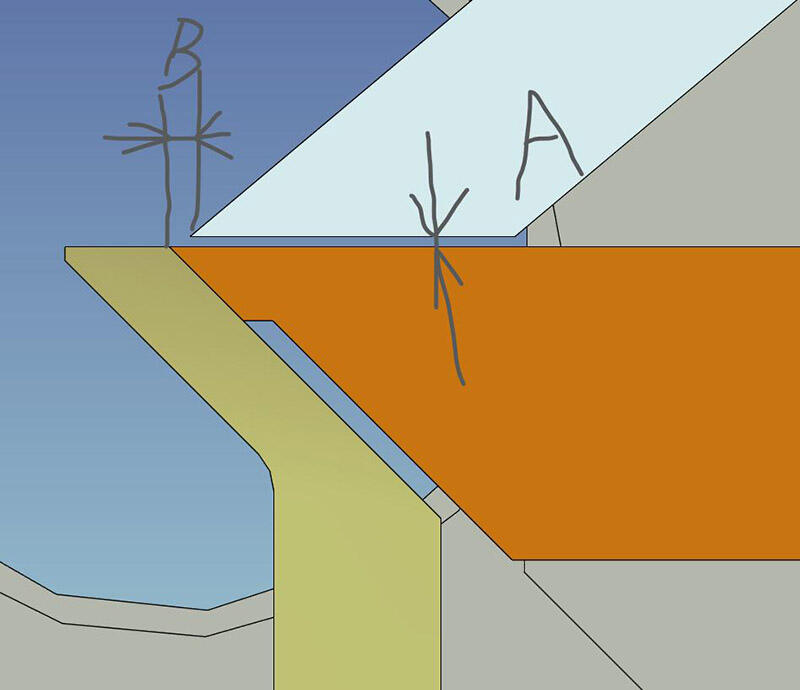
c) Meet die grootte van B
Vergrendelingsskroef C
2. Aanpassing van drukafstand
A in die bostaande prent is die drukafstand, die keuse van A is 0.1-0.2mm kleiner as die plaat. As A groter is as die dikte van die plaat, kan die plaat nie gedruk word nie. As A veel kleiner is as die dikte van die plaat, sal die plaat weens spanning aan albei kante kompres gevolg. Die krag veroorsaak dat die werkbank en die kompressieplaat buig, wat lei tot die kompressie van albei kante van die plaat en die middel wat nie kan kompres word nie. Pas die grootte van A aan deur die pistuyl van die olinder aan te pas, en albei kante moet aangepas word.
Stel niks op die werkbank om die balk te druk nie.
a) Los die moer los wat die olinder vashou
b) Kies die pistuyl
c) Meet die grootte van A
d) Vastmaakmoer

3. Middelpuntse drukaanpassing is nie voldoende stryk nie
As die drukbalk kompres word sonder om die plaat te plaas nie, die
afstand tussen die bo-se form en die werkbank sal beduidend verskil
tussen die middel en albei kante.

Dit is nodig om die skroef op die kompresiebalk te verstel soos hieronder getoon


